+86-13052798822




Oem штанговый насос с ударным механизмом для термореанимации
Когда слышишь про OEM штанговый насос с ударным механизмом для термореанимации, многие сразу думают о простой замене штатного оборудования на что-то ?усиленное?. Но суть не в этом. Термореанимация — это не просто прогрев, это процесс восстановления продуктивности пласта после охлаждения или парафинизации, где стандартный насос часто не справляется. А ?ударный механизм? — это не отбойный молоток в скважине, как некоторые представляют. Речь о прерывистом, контролируемом силовом воздействии на жидкость и отложения, которое разрушает пробки, не повреждая колонну. Именно здесь кроется основная ошибка в восприятии: пытаются применить обычный насос с модификациями, но без пересмотра всей системы отбора. Я сам долго считал, что главное — это давление и ход плунжера, пока не столкнулся с ситуацией на месторождении в Западной Сибири, где после стандартной термообработки скважина ?садилась? за неделю. Тогда и пришлось глубоко разбираться.
Почему стандартные решения не работают и что такое настоящий ударный механизм
В той истории в Сибири мы использовали стандартный штанговый насос от одного известного производителя. Технологи провели термохимическую обработку, пласт разогрели, вязкость снизили. Но через несколько циклов отбора снова началось интенсивное отложение парафинов и смол, плюс — механические примеси спекались в плунжерной паре. Насос просто заклинивало. Стало ясно: проблема в самом принципе работы. При непрерывном, плавном ходе плунжера создаётся стабильный, но слабый гидравлический импульс, которого недостаточно для отрыва и выноса плотных отложений со стенок НКТ и из призабойной зоны. Они постепенно накапливаются, и процесс идёт по нарастающей.
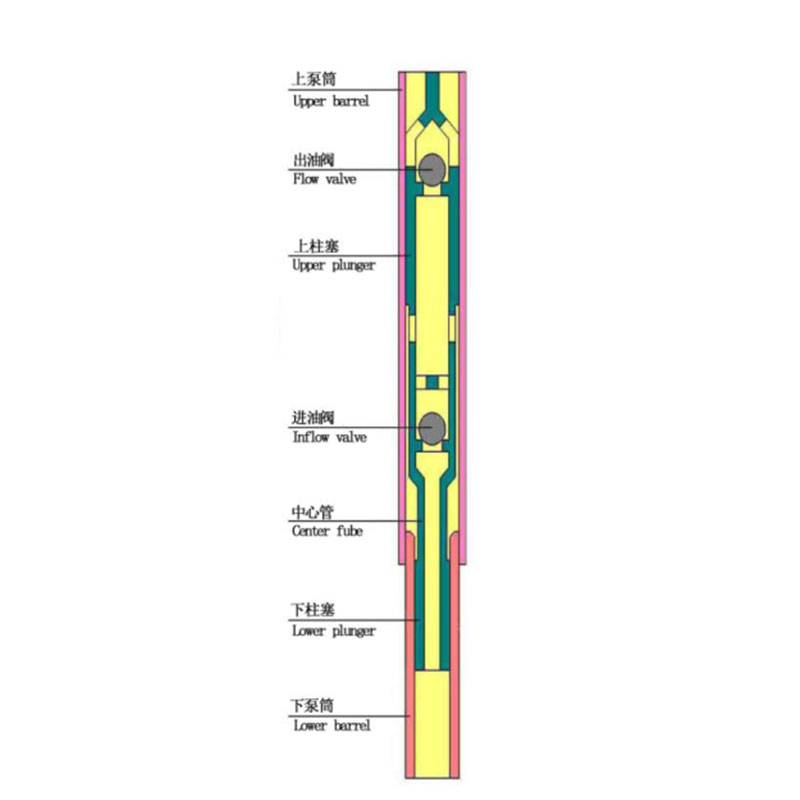
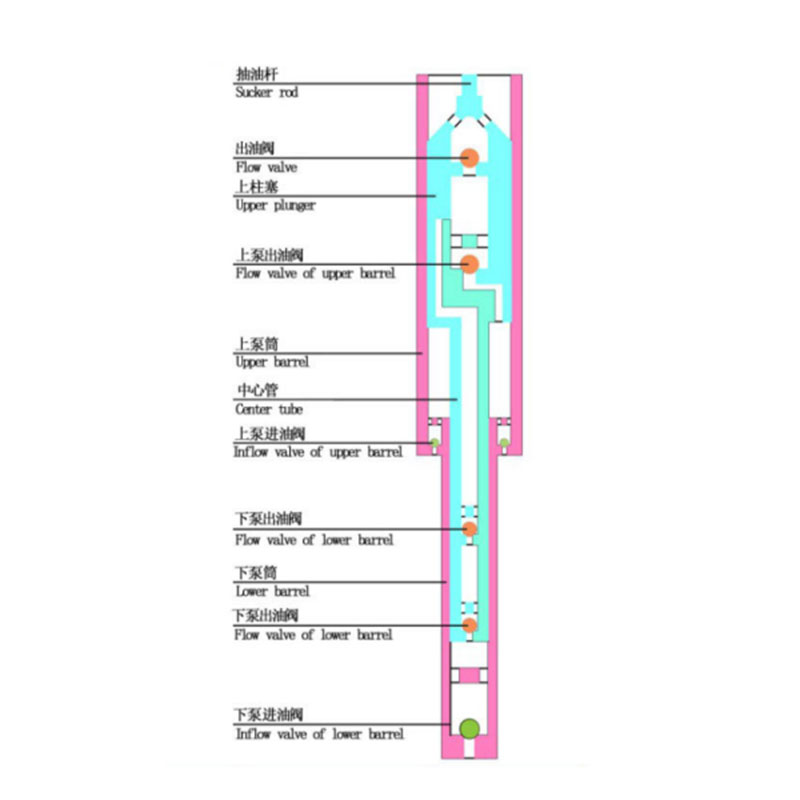
Тогда мы начали экспериментировать с прерывистым режимом. Не своими руками, конечно, а через заказ OEM штангового насоса с изменённой кинематикой. Суть в том, чтобы плунжер в нижней части хода делал не просто возврат, а короткое, резкое движение ?с ускорением? — тот самый ударный механизм. Это создаёт локальную ударную волну в жидкости. Энергия волны расшатывает и отрывает отложения, а последующий плавный ход плунжера на подъёме выносит этот шлам наверх. Важно, что удар — не в механическом соударении деталей (это бы быстро всё разбило), а в гидравлике. Это достигается специальной конструкцией кулачкового или эксцентрикового привода в насосном блоке.
Здесь стоит сделать отступление про производителей. Многие предлагают ?решения? для сложных условий, но по факту просто добавляют более твёрдые сплавы или увеличивают зазоры. Это не решает корневую проблему. Когда мы искали партнёра для разработки и поставки такого специализированного оборудования, то обратили внимание на компанию ООО Телин Дуншэн Нефтегазовое Машиностроение. Они не просто продают насосы, а занимаются проектированием и разработкой под конкретные задачи. Их сайт rodpump.ru — это не просто каталог, там есть технические заметки и кейсы, что уже намекает на практический подход. Компания, основанная в 2000 году и являющаяся утверждённым поставщиком для КННК и Синопек, явно имеет опыт работы в сложных проектах, где требуется нестандартное оборудование. Это важно, потому что OEM штанговый насос с ударным механизмом — это именно штучный, под заказ продукт, а не серийная ?болванка?.
Детали конструкции, которые имеют значение
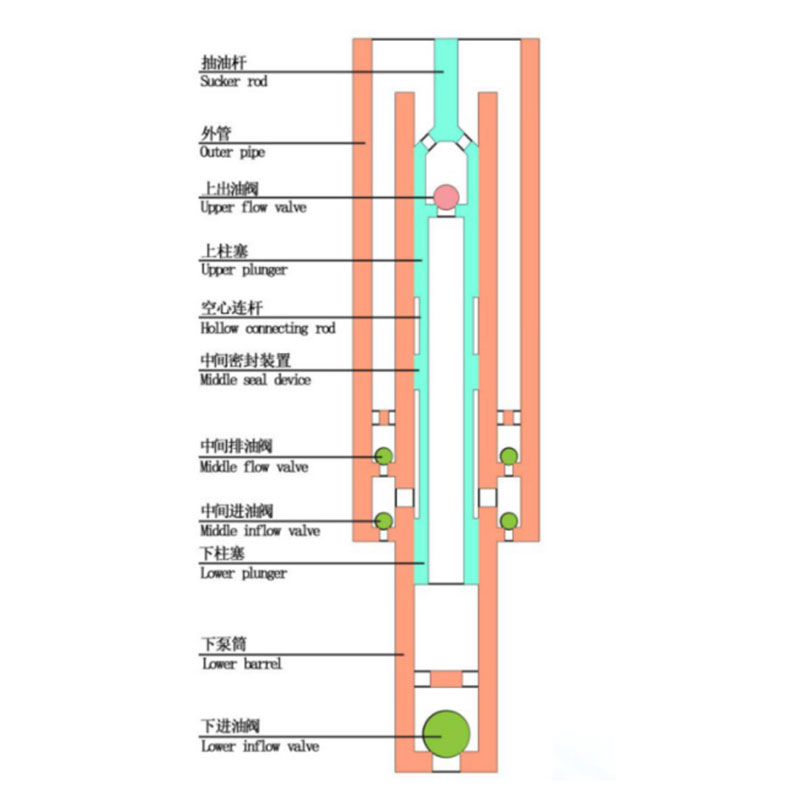
Итак, вернёмся к конструкции. После сибирского случая мы заказали несколько вариантов насосов для испытаний. Ключевым элементом, помимо привода, оказался клапанный узел. В стандартном насосе нагнетательный и всасывающий клапаны работают в относительно спокойном режиме. При ударном воздействии возникают значительные гидравлические нагрузки обратного направления в момент создания волны. Если клапаны не рассчитаны на это, их тарелки начинают подёргиваться, деформироваться, происходит преждевременный износ седла или, что хуже, отрыв штока.
В насосах, которые мы в итоге тестировали (в том числе рассматривали варианты от ООО Телин Дуншэн), использовалась усиленная пружинная группа клапанов и изменённая геометрия седла. Это позволяло клапану быстро и чётко закрываться после прохождения ударной волны, предотвращая обратный поток и кавитацию. Материал — не просто легированная сталь, а часто порошковые сплавы с керамическим напылением, чтобы выдерживать абразивный износ от выносимого шлама.
Ещё одна деталь — это сама плунжерная пара. Зазор здесь — палка о двух концах. Увеличишь зазор для снижения риска заклинивания от примесей — падает объёмный КПД, особенно на разогретой, менее вязкой жидкости. Уменьшишь для эффективности — риск задиров и заклинивания растёт. В эффективном насосе для термореанимации часто применяют ступенчатый или компенсированный плунжер, где зазор меняется по длине хода, а также используют самоустанавливающиеся сальниковые уплотнения, которые адаптируются к изменению температуры и наличию абразива. Без таких нюансов оборудование долго не проживёт.
Полевые испытания и неочевидные проблемы
Лабораторные испытания — это одно, а скважина — совсем другое. Первый же опытный образец, который мы получили от одного поставщика (не буду называть), показал хорошие результаты на стенде, но в реальной скважине с высокой минерализацией пластовой воды начались проблемы. Ударный механизм работал, но резкие нагрузки привели к усталостной трещине в месте соединения штанг с плунжерным штоком. Оборвалась колонна штанг. Пришлось поднимать.
Анализ показал, что производитель, создавая ударный блок, не пересчитал должным образом нагрузки на всю штанговую колонну. Это типичная ошибка при OEM-производстве, когда фокус на одном узле заставляет забыть о системе в целом. После этого мы стали требовать от поставщиков комплексный расчёт, включая динамику колонны штанг и режимы работы станка-качалки. В описании компании ООО Телин Дуншэн Нефтегазовое Машиностроение указано, что они специализируются на проектировании, разработке и производстве нефтепромыслового оборудования комплексно. Это как раз тот случай, когда такой подход критически важен — они должны понимать, как их насос поведёт себя в связке с другими скважинными инструментами и наземным оборудованием.
Другая неочевидная проблема — это влияние на обсадную колонну. Казалось бы, удар гидравлический. Но в старых скважинах, где цементное кольцо может быть неидеальным, повторяющиеся ударные волны могут вызывать микровибрации, которые в долгосрочной перспективе нежелательны. Приходится делать диагностику цементажа перед применением таких методов. Это к вопросу о том, что термореанимация — это комплекс мероприятий, а насос лишь один, хотя и ключевой, инструмент в нём.
Экономика и целесообразность применения
Стоит ли овчинка выделки? OEM штанговый насос с ударным механизмом — решение дорогое. Его проектирование, изготовление, испытания стоят в разы дороже серийного. Поэтому его применение оправдано не везде. На мой взгляд, ключевые показания для его использования: это скважины с тяжёлыми парафинистыми нефтями, где термообработка проводится регулярно; скважины после ГРП с большим количеством мелкодисперсного проппанта, который забивает призабойную зону; и, конечно, именно те случаи термореанимации, где нужно не просто прогреть, а физически ?встряхнуть? и очистить пласт.
Экономический эффект считается не от стоимости насоса, а от увеличения МРП (межремонтного периода) и дебита. В том же сибирском случае, после внедрения доработанного насоса (не с первой попытки, конечно), МРП увеличился с 40-50 суток до 160-180. Дебит стабилизировался, а не падал экспоненциально после обработки. Это уже серьёзная экономия на подземных ремонтах и увеличении добычи. Но нужно чётко понимать геологию и физику пласта, иначе деньги будут выброшены на ветер.
Здесь снова возвращаемся к важности грамотного поставщика. Если компания, как ООО Телин Дуншэн, является ведущим производителем и утверждённым поставщиком для крупных нефтяных компаний, это говорит о том, что их продукты проходят серьёзную проверку на соответствие стандартам и требованиям сложных проектов. Для заказчика это снижает риски. Заказывая у них OEM оборудование, можно рассчитывать не на голую сборку, а на инженерную поддержку.
Выводы и взгляд вперёд
Итак, что в сухом остатке? OEM штанговый насос с ударным механизмом для термореанимации — это не волшебная палочка, а высокоспециализированный инструмент для конкретных, сложных условий. Его эффективность на 70% определяется грамотным проектированием и расчётом под конкретную скважину, и только на 30% — качеством изготовления. Ключевые узлы — привод, создающий контролируемый гидроудар, и усиленный клапанно-плунжерный узел, стойкий к абразиву и переменным нагрузкам.
Ошибки на пути его внедрения почти неизбежны — от неправильного подбора материалов до недооценки нагрузок на обвязку. Наш опыт показал, что успех приходит после нескольких итераций и тесной работы с производителем, который способен не только сделать железо, но и понять технологическую задачу. Сайты вроде rodpump.ru, где виден акцент на инжиниринг и специализацию на нефтепромысловом оборудовании, включая скважинные инструменты, — это хорошая отправная точка для поиска такого партнёра.
Будущее, я думаю, за интеграцией таких насосов в системы интеллектуального месторождения. Когда датчики на устье и данные о составе отложений в реальном времени будут управлять параметрами ударного механизма — частотой и силой импульса. Это уже не фантастика. Но основа — это всё тот же принцип: целенаправленное механическое воздействие там, где одной тепловой энергии недостаточно. Главное — подходить к этому без мифов, с пониманием физики процесса и готовностью к кропотливой настройке.
Соответствующая продукция
Соответствующая продукция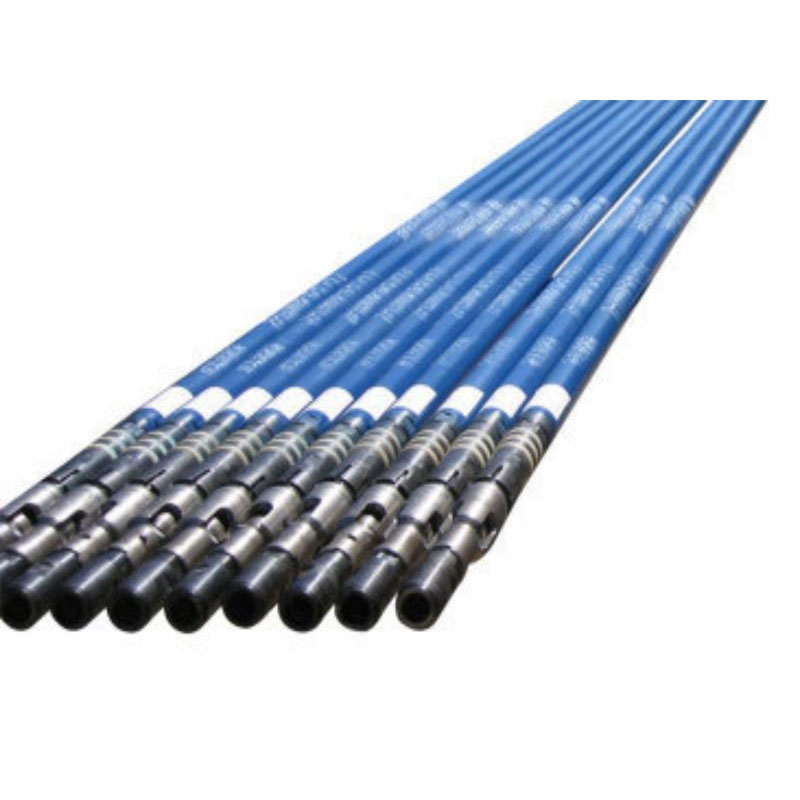




Самые продаваемые продукты
Самые продаваемые продукты-
 Насос для раздельной добычи
Насос для раздельной добычи -
 Металлизационный плунжер
Металлизационный плунжер -
 Большой насос для паротепловой обработки
Большой насос для паротепловой обработки -
 Плунжер
Плунжер -
 Горизонтальный насос с эластичным уплотнением
Горизонтальный насос с эластичным уплотнением -
 Насос переменной производительности для вязкой нефти
Насос переменной производительности для вязкой нефти -
 Штанговый насос типа труба по API
Штанговый насос типа труба по API -
 Кольцевой штанговый насос
Кольцевой штанговый насос -
 Гидравлический насос для вязкой нефти с обратной связью
Гидравлический насос для вязкой нефти с обратной связью -
 Термонасос ударного действия
Термонасос ударного действия -
 Стальной хромированный насосный цилиндр
Стальной хромированный насосный цилиндр -
 Насос с раздельной добычей и смешанным выводом
Насос с раздельной добычей и смешанным выводом
Связанный поиск
Связанный поиск- Центратор штанг для нефтяных скважин
- Китайские спиральные корректоры штанги
- Забойные клетки насосов
- Многослойный штанговый насос
- Завод разъединителей
- Цены на насосы для горячего удара с паровым приводом
- Цена нефтяной трубы сливной клапан для нефтяного месторождения
- Насос с плунжером двойного герметичного уплотнения для штанговых скважинных установок
- Ведущий покупатель насосов для наклонных скважин с принудительным открытием и закрытием
- Дешевые насосы для наклонных скважин принудительного открытия и закрытого типа