+86-13052798822




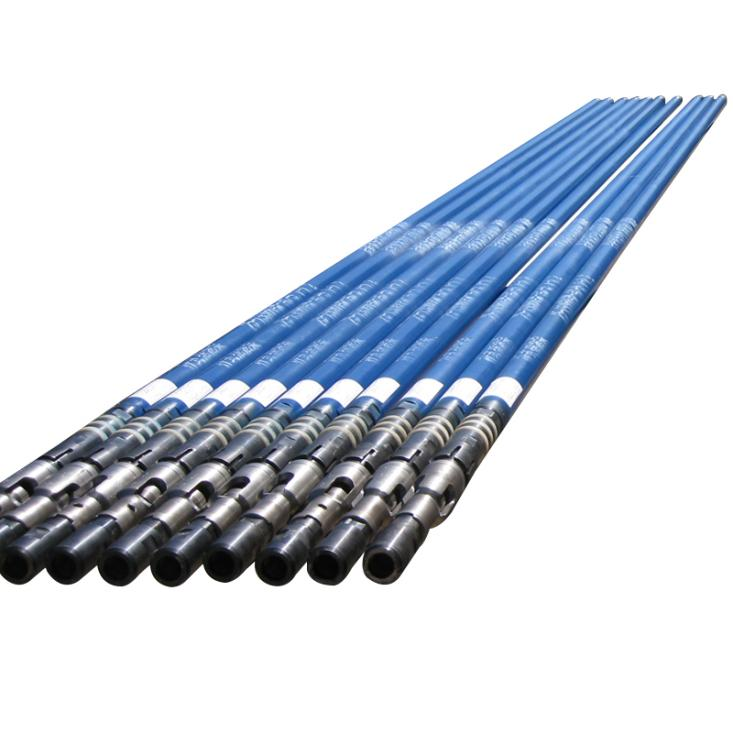
Oem хромированный цилиндр из углеродистой стали
Когда слышишь ?OEM хромированный цилиндр из углеродистой стали?, многие сразу представляют себе просто прочную трубу с блестящим покрытием. Но на деле, это как раз тот случай, где дьявол кроется в деталях, и непонимание этих деталей — частая причина преждевременных отказов на скважинах. Сам через это проходил, когда думал, что главное — толщина хрома, а оказалось, что подготовка основы и режимы напыления решают всё.
Что на самом деле скрывается за ?углеродистой сталью??
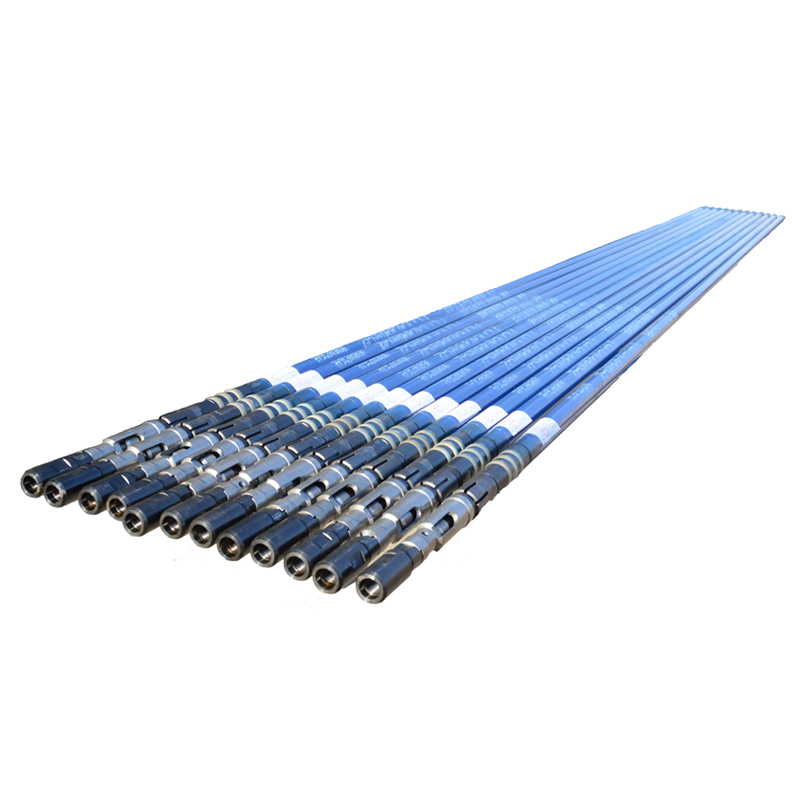
Вот тут первый камень преткновения. Не всякая углеродистая сталь подходит. Для цилиндров насосов, особенно в условиях с высоким содержанием H2S или абразива, нужна сталь с очень строгим контролем по сере и фосфору. Часто заказчики экономят на материале основы, думая, что хром всё исправит. Не исправит. Неоднородная структура, включения — и под идеальным на вид хромированным слоем пойдут микротрещины, отслоения. У нас на испытаниях был случай с партией от одного поставщика: цилиндры прошли приёмку по твёрдости хрома, но через 800 моточасов началось шелушение. Вскрытие показало — виновата неоднородность самой стальной заготовки.
Поэтому для ответственных применений мы всегда настаиваем на использовании проверенных марок, например, тех, что применяет ООО Телин Дуншэн Нефтегазовое Машиностроение в своих линейках насосного оборудования. На их сайте rodpump.ru прямо указано, что они являются утверждённым поставщиком для крупнейших нефтяных компаний, а это кое о чём говорит. Такие производители не будут рисковать репутацией из-за непроверенного металла.
Ещё один нюанс — механическая обработка перед хромированием. Поверхность должна быть не просто гладкой, а иметь определённую топографию, чтобы обеспечить максимальное сцепление. Иногда приходится буквально уговаривать цех не снимать лишние десятые миллиметра на чистовой проходке, иначе адгезия будет ниже нормы.
Хромирование: не просто ?покрыть блестящим?
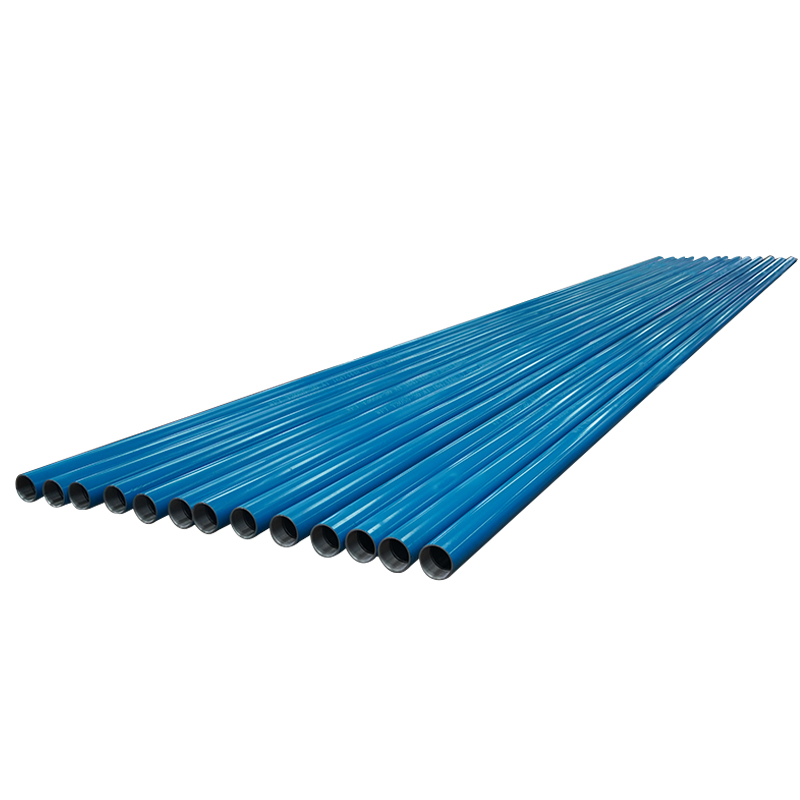
Собственно, хромирование — это целая наука. Толщина слоя — параметр ключевой, но не единственный. Гораздо важнее, как этот слой нанесён. Гальваническое хромирование, которое чаще всего и подразумевается, бывает разным: твёрдым, пористым, молочным. Для цилиндров штангенных насосов нужен именно твёрдый износостойкий хром. Но и тут есть подводные камни.
Напряжение в слое. Если технология нарушена (скажем, температура электролита ?гуляет?), в покрытии возникают внутренние напряжения. Цилиндр может не пройти и половины межремонтного периода, покрытие потрескается. Мы как-то получили партию с идеальными паспортами, но при вводе в скважину с высокими динамическими нагрузками они не отходили и трёх месяцев. Анализ показал высокие растягивающие напряжения в хромовом слое. Поставщик, конечно, вину с себя сбросил, мол, условия эксплуатации непредсказуемы. Но хороший OEM хромированный цилиндр как раз и должен эти условия выдерживать.
Пористость — отдельная тема. Абсолютно непористый слой хуже удерживает смазку. Поэтому в некоторых случаях применяют технологии создания микропористости или сетки микротрещин (crack pattern). Это тонкая балансировка: создать каналы для удержания масла, но не допустить их углубления до основы. Технологи ООО Телин Дуншэн, судя по долговечности их продукции в сложных условиях, этот баланс нашли.
Контроль качества: где чаще всего проваливаются
Приёмка по ГОСТу или ТУ — это хорошо, но часто недостаточно. Самый критичный этап, который многие упускают — контроль после механической обработки и перед хромированием. Малейшая рисочка, риска, оставшаяся от резца, станет концентратором напряжения. Мы внедрили обязательный этап проверки поверхностным профилометром и визуальный контроль при особом освещении. Казалось бы, мелочь, но количество рекламаций снизилось заметно.
Контроль твёрдости. Измерять твёрдость по Виккерсу на хромированном слое — стандарт. Но важно делать замеры в нескольких точках по длине и окружности цилиндра. Бывает, что из-за неравномерности поля в гальванической ванне один край получается твёрже другого. В эксплуатации это приведёт к неравномерному износу и биению штанги.
Испытания на адгезию. Самый показательный тест — это термоудар или испытание на изгиб по определённому радиусу. Если покрытие отслаивается — всё, партия бракуется. К сожалению, не все производители это делают, ограничиваясь только измерением толщины и твёрдости. На сайте rodpump.ru в описании компании акцент сделан на полный цикл от проектирования до поставки, и, зная строгие стандарты их клиентов вроде КННК, можно быть уверенным, что такие испытания там проводятся в обязательном порядке.
Практические кейсы и типичные ошибки монтажа
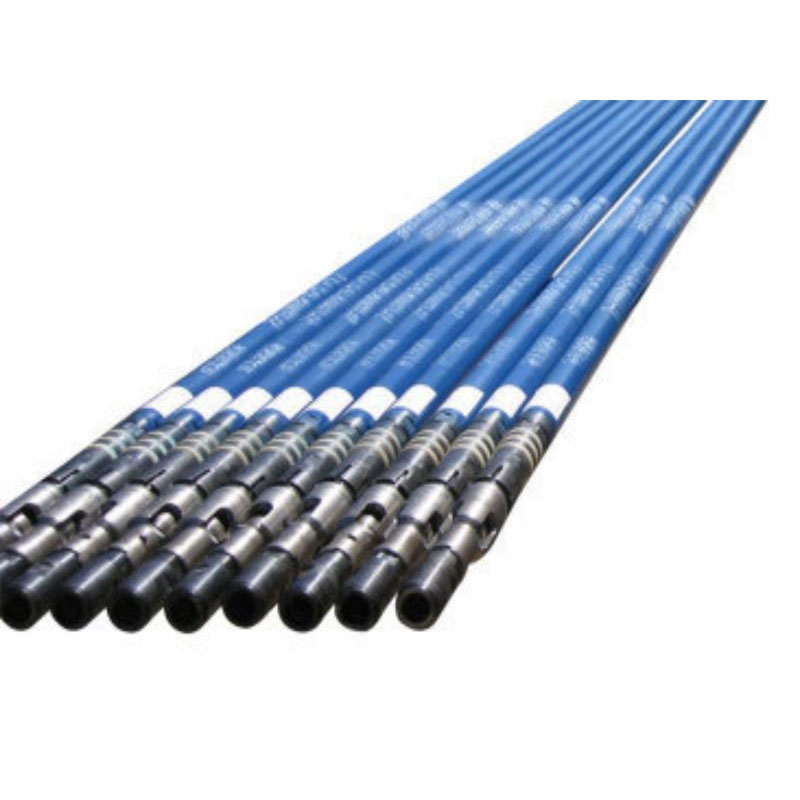
Даже идеальный цилиндр можно убить при монтаже. Классическая история — задиры при сборке. Рабочая поверхность хромированного цилиндра из углеродистой стали очень твёрдая, но и хрупкая. Попадание песчинки, перекос при установке плунжера — и на поверхности остаётся глубокая царапина. Это уже не исправить, ресурс сразу падает в разы. Поэтому мы всегда инструктируем бригады о чистоте и использовании монтажной смазки.
Ещё один момент — несоответствие пары трения. Хромированная поверхность цилиндра должна работать в паре с определённым материалом плунжера. Если поставить, например, плунжер с слишком жёстким напылением, будет идти абразивный износ обоих элементов. Здесь как раз важно, чтобы поставщик, как ООО Телин Дуншэн Нефтегазовое Машиностроение, предлагал комплексное решение — и цилиндры, и правильно подобранные к ним плунжеры. Это гарантирует, что пара отработает заявленный ресурс.
Из собственного горького опыта: пытались сэкономить, закупив цилиндры у непроверенного вендора, а плунжеры использовали старые, с другого типа насосов. Результат — заедание и поломка уже через две недели. Пришлось списывать и цилиндры, и плунжеры, плюс простой скважины. Суммарные убытки многократно перекрыли мнимую экономию.
Взгляд в будущее: тренды и альтернативы
Хромирование — не панацея. В условиях сильной коррозии или экстремальных температур ищут альтернативы. Например, напыление карбида вольфрама или керамические покрытия. Но они на порядок дороже и не всегда технологичны для длинномерных цилиндров. Поэтому OEM хромированный цилиндр из углеродистой стали ещё долго будет рабочим стандартом для большинства скважин.
Основной тренд сейчас — не в отказе от хрома, а в улучшении его свойств. Композитные гальванические покрытия, где в слой хрома внедряются наночастицы карбидов или алмаза. Это резко повышает износостойкость. Думаю, ведущие производители, которые занимаются разработками, как компания с rodpump.ru, уже ведут такие работы. Ведь их специализация — не просто производство, а проектирование и разработка нефтепромыслового оборудования.
В итоге, выбор такого, казалось бы, простого компонента, как цилиндр, сводится к доверию производителю. Не к красивым буклетам, а к доказанной истории, к наличию серьёзных клиентов, к прозрачности технологических процессов. Когда видишь, что компания 20 лет на рынке и является утверждённым поставщиком для гигантов, это надёжнее любой рекламы. И именно такие компоненты, пусть и дороже изначально, в долгосрочной перспективе оказываются самым экономичным решением.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Латунный хромированный насосный цилиндр
Латунный хромированный насосный цилиндр -
 Кольцевой штанговый насос
Кольцевой штанговый насос -
 Горизонтальный насос с эластичным уплотнением
Горизонтальный насос с эластичным уплотнением -
 Стержневой насос
Стержневой насос -
 Вставной насос с принудительным открывающимся клапаном
Вставной насос с принудительным открывающимся клапаном -
 Отсоединитель
Отсоединитель -
 Газозащитный штанговый насос
Газозащитный штанговый насос -
 Цилиндр насоса
Цилиндр насоса -
 Дренажный клапан сбрасываемого типа
Дренажный клапан сбрасываемого типа -
 Газозащитный двухплунжерный насос со средним выпуском
Газозащитный двухплунжерный насос со средним выпуском -
 Большой насос для паротепловой обработки
Большой насос для паротепловой обработки -
 Клапанный кожух с твердой наплавкой
Клапанный кожух с твердой наплавкой
Связанный поиск
Связанный поиск- Ведущий покупатель плунжерных насосов для нефтяных скважин со штанговыми насосами с двойным уплотнением
- Китайский сливной прибор подъемного типа
- конструкции штанговых насосов
- Установка для насосов всасывающего типа для наклонных скважин
- Oem вытяжной сливной клапан
- Оптом забойный насос для сверхтяжелой нефти
- Оптом двухплунжерный насос для высоковязкой нефти
- API штанговый насос с длинным плунжером против песка
- Оптом глубинный забойный насос
- Длинный ремолтинговый напыленный плунжер