+86-13052798822




Oem отключающий инструмент для штангового насоса
Когда слышишь про OEM отключающий инструмент, многие сразу думают о каталогах, красивых 3D-моделях и стандартных ТУ. Но на буровой, особенно в мороз или под дождем, вся эта красота меркнет перед одним вопросом: инструмент возьмет нагрузку в момент отключения или треснет по сварному шву? Работая с оборудованием лет десять, видел и хорошее, и откровенно опасное. И часто проблема не в самом принципе действия, а в деталях, которые в спецификациях не увидишь — в качестве стали, в термообработке, в том, как сидит предохранительный штифт. Вот об этом и хочу порассуждать, отходя от сухих спецификаций.
Не просто 'отключение': физика процесса и типичные ошибки
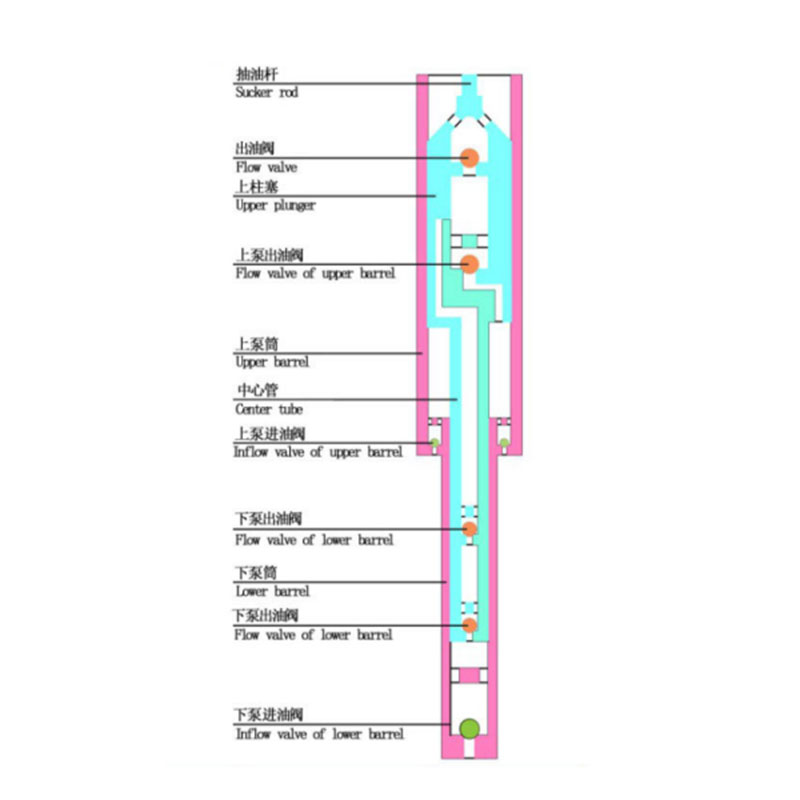
Основная задача инструмента — безопасно разъединить колонну штанг при обрыве или для планового ремонта. Казалось бы, что сложного? Но тут кроется первый подводный камень. Многие, особенно начинающие мастера, считают, что главное — усилие среза. Выбрали инструмент с нужной тоннажностью — и все. А на деле критичен не только пиковый момент, но и как именно происходит срез. Резкая ударная нагрузка может создать опасную волну напряжения в штангах выше по колонне.
Вспоминается случай на месторождении в Западной Сибири. Использовали дешевый noname-инструмент. По паспорту все сходилось. Но при отключении он не срезался, а начинал 'жевать' металл, вызывая сильную вибрацию. В итоге — неполный разъедин и прихват. Простой бригады на полтора дня, пока не справились с последствиями. Потом, разбирая тот образец, увидели: закалка была только поверхностной, сердцевина металла оставалась мягкой. Отсюда и 'жевание'.
Поэтому теперь всегда смотрю на протоколы испытаний не только на статику, но и на циклическую усталость. Хороший инструмент для штангового насоса должен отработать свой ресурс предсказуемо. Кстати, у некоторых производителей, которые плотно работают с нефтяными гигантами, подход иной. Например, у ООО Телин Дуншэн Нефтегазовое Машиностроение (их сайт — rodpump.ru) в описании продукции акцент сделан на контроле качества на всех этапах, от плавки до финишной обработки. И это не просто слова: будучи утверждённым поставщиком для КННК и Синопек, они просто не могут позволить себе поставку 'сырого' металла. Их оборудование проходит приемку серьезных служб заказчика, а это дополнительный фильтр.
Материал и 'скрытые' характеристики
Здесь все упирается в сталь. Марка — это одно, а реальная история металла — другое. Важна не только прочность, но и вязкость. Слишком хрупкий сплав сломается от динамического удара, слишком вязкий — деформируется, но не отключится. Идеальный вариант — это определенный баланс, достигаемый легированием и последующей термообработкой.
На практике часто сталкивался с тем, что инструмент одного и того же типа, но из разных партий, ведет себя по-разному. В одном случае срез чистый, в другом — с заусенцами. Виной всему — нестабильность температурного режима в печи при закалке. Крупные производители, имеющие собственные металлообрабатывающие цеха, как та же ООО Телин Дуншэн, основанная еще в 2000 году, обычно лучше контролируют этот процесс. У них производство полного цикла: от проектирования и разработки до конечной поставки. Это значит, что ответственность за качество слитка, прутка и готового изделия лежит на одном ответственном лице, а не размазана по субподрядчикам.
Еще один нюанс — коррозионная стойкость. Инструмент может месяцами лежать в будке оператора, в агрессивной среде. Поверхностная ржавчина — это не только эстетика. Она меняет трение в сопрягаемых деталях и может повлиять на усилие срабатывания. Поэтому сейчас все чаще вижу инструмент с фосфатированием или другими видами антикоррозионного покрытия. Это не дань моде, а практическая необходимость для увеличения срока хранения и готовности к применению.
Конструктивные особенности: от теории к полевым условиям
Конструктивно большинство отключающих инструментов похожи. Но дьявол, как всегда, в деталях. Например, исполнение резьбовых соединений. Гладкая метрическая резьба против трапецеидальной. Первая быстрее собирается, но в условиях грязи и песка может забиться и потом прикипеть. Трапецеидальная (или упорная) сложнее в изготовлении, но лучше самоочищается и держит ударную нагрузку.
Важный момент — наличие страховочного элемента. Часто это срезной штифт из другого, более мягкого металла. Его калибровка — целое искусство. Он должен сработать точно при расчетной нагрузке, а не раньше (ложное срабатывание) и не позже (перегрузка штанг). В полевых условиях бывало, что бригады, не найдя 'родного' штифта, вытачивали его из подручного прутка. Результат, как правило, плачевен — непредсказуемое поведение всего узла. Поэтому для серьезных работ я всегда настаиваю на использовании только оригинальных комплектующих от производителя. Это касается и тех же инструментов от ООО Телин Дуншэн Нефтегазовое Машиностроение. На их сайте rodpump.ru видно, что они делают ставку на специализированное оборудование, включая скважинные инструменты. Логично, что и запасные части к ним должны быть 'родными', иначе вся система гарантий и предсказуемости работы рушится.
Еще одна конструктивная 'мелочь' — эргономика. Инструмент весом в 20-30 кг нужно не только поднять, но и точно установить на трубу, часто на весу. Наличие удобных захватов, балансировка центра тяжести — это то, что оцениваешь только после десятка операций. У некоторых моделей рукоятки расположены так, что пальцы неминуемо попадают под возможный сдвиг деталей. Это прямой риск травмы.
Интеграция в процесс и вопросы безопасности
OEM инструмент — это не самостоятельная единица, а часть технологической цепочки. Его применение должно быть четко прописано в регламенте работ. Но жизнь вносит коррективы. Например, при работе с высоковязкой нефтью, где есть риск образования песчаных пробок, нагрузка может расти скачкообразно. Будет ли инструмент эффективен в такой нештатной ситуации? Или он рассчитан только на плавный рост напряжения при классическом обрыве?
Здесь всплывает важность диалога с производителем. Когда компания не просто продает 'железо', а занимается проектированием и разработкой, как заявлено в описании ООО Телин Дуншэн, у нее обычно есть инженерный отдел, способный дать консультацию. Можно описать конкретные условия скважины (глубина, тип жидкости, история отказов), и они порекомендуют конкретную модификацию или настройку. Это ценнее, чем просто купить самый дорогой инструмент из каталога.
Безопасность — это не только прочность. Это и визуальный контроль. На хорошем инструменте всегда есть четкая, несмываемая маркировка: модель, предельная нагрузка, дата изготовления, номер плавки стали. Это позволяет отслеживать его историю. Если произошел инцидент, можно понять, не бракованная ли это партия. К сожалению, на рынке до сих пор много продукции, где маркировка нанесена краской, которая стирается после первой же эксплуатации.
Выбор и логика замены: экономика против надежности
Вопрос цены всегда острый. Дешевый инструмент может сработать один, два, пять раз. Но цена его отказа — это десятки тысяч долларов простоя, возможный ремонт скважины и, что главное, риск для жизни бригады. Поэтому мой подход — рассматривать такой инструмент как страховочное, критически важное устройство. На нем нельзя экономить ради экономии.
При выборе всегда запрашиваю не только сертификат соответствия, но и отчеты о заводских испытаниях на реальных образцах. Смотрю, кто производитель. Наличие компании в списках утвержденных поставщиков крупных нефтяных компаний — серьезный аргумент. Как, например, статус ООО Телин Дуншэн как утверждённого поставщика для КННК, Синопек и Везерфорд. Это означает, что их продукция прошла аудит и проверку на соответствие жестким корпоративным стандартам этих гигантов. Для меня такой косвенный признак надежности часто значит больше, чем красивый каталог.
Что касается замены, то здесь строго по регламенту производителя. Некоторые инструменты одноразовые (после срабатывания меняются целиком), некоторые — обслуживаемые (меняется только срезной элемент). Главное — не пытаться 'реанимировать' отработавший свое узел сваркой или проточкой. Микротрещины, изменение структуры металла — все это делает дальнейшее применение непредсказуемым и опасным.
В итоге, OEM отключающий инструмент для штангового насоса — это не просто кусок металла определенной формы. Это результат инженерного расчета, качественного материала и понимания реальных условий в поле. Его выбор — это инвестиция в безопасность и предсказуемость процесса добычи. И в этом плане сотрудничество с проверенными, 'тяжелыми' производителями, которые несут полную ответственность за цикл производства, как многие китайские производители уровня Телин Дуншэн, часто оказывается самым рациональным путем, хоть и не всегда самым дешевым на момент покупки. Но в нашей работе счет часто идет на минуты простоя, и здесь надежность стоит каждого вложенного рубля.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Дренажный клапан сбрасываемого типа
Дренажный клапан сбрасываемого типа -
 Газозащитный двухплунжерный насос со средним выпуском
Газозащитный двухплунжерный насос со средним выпуском -
 Большой насос для паротепловой обработки
Большой насос для паротепловой обработки -
 Центратор штанг скользящего типа
Центратор штанг скользящего типа -
 Насос для наклонных скважин с усиленным запиранием
Насос для наклонных скважин с усиленным запиранием -
 Латунный хромированный насосный цилиндр
Латунный хромированный насосный цилиндр -
 Металлизационный плунжер
Металлизационный плунжер -
 Однотрубный насос для паронагнетания
Однотрубный насос для паронагнетания -
 Горизонтальный насос с эластичным уплотнением
Горизонтальный насос с эластичным уплотнением -
 Вставной насос с принудительным открывающимся клапаном
Вставной насос с принудительным открывающимся клапаном -
 Длинноплунжерный песокозащитный насос
Длинноплунжерный песокозащитный насос -
 Стальной хромированный насосный цилиндр
Стальной хромированный насосный цилиндр
Связанный поиск
Связанный поиск- Специальные плунжеры из Китая
- Установка для проектирования штанговых насосов
- Китайские насосы для глубоких скважин
- Производитель насосов для наклонных скважин с сильным открытием и закрытием
- Поставщики циркуляционных насосов для тяжелых нефтяных скважин
- Цена плунжеров для насосов с всасывающими штангами для нефтяных месторождений
- эксплуатация штанговых насосов
- Поставщики направляющих для полировочных штанг
- Оптом гидрокомпенсационный насос ушгн для тяжелой нефти
- Смесительные насосы с раздельным корпусом Установка насосов для извлечения расслоившейся нефти