+86-13052798822




Oem колонный центратор штанг
Когда слышишь ?OEM колонный центратор штанг?, многие, даже опытные механики, машут рукой: мол, простая направляющая, что там может быть сложного? Вот в этом и кроется главная ошибка. За годы работы с оборудованием для ШГН, особенно поставляемым по схеме OEM, я убедился, что именно такие, казалось бы, второстепенные узлы определяют ресурс всей колонны. Это не просто кусок металла с прорезью — это элемент, который постоянно работает на трение, вибрацию и эксцентриситет. И если он сделан спустя рукава, проблемы начнутся не с ним самим, а с резьбовых соединений штанг, с повышенного износа труб, причём проблемы эти будут выглядеть как 'серийный брак' штанг, хотя корень — именно в центраторе.
Опыт и разочарования с ?безымянным? OEM
Помню, лет семь назад мы активно работали с одним поставщиком комплектующих по OEM-схеме. Цена на их колонный центратор штанг была привлекательной, документация вроде бы в порядке. Но на практике... Первая же партия показала несоответствие по твёрдости материала. Заявленный износостойкий чугун на деле оказался обычным, который начинал крошиться после пары месяцев работы в скважине с небольшим искривлением. Износ был неравномерным, что приводило к биению штанг.
Ситуация усугублялась тем, что по контракту мы были привязаны к этой спецификации. Пришлось буквально разбирать каждый узел, проводить замеры и составлять акты. Это был дорогой урок: OEM — это не просто покупка детали под своим шильдиком. Это глубокий аудит технологических процессов поставщика, его металлографии, его контроля на каждом этапе. Без этого ты покупаешь 'кота в мешке', рискуя репутацией.
Именно после этого случая мы стали гораздо внимательнее смотреть на производственные базы партнёров. Важно не просто иметь чертёж, а понимать, на каком станке и из какой именно марки материала будет изготавливаться каждая партия. Особенно для центраторов, где критична не только прочность, но и коэффициент трения, и устойчивость к ударным нагрузкам при спуско-подъёмных операциях.
Ключевые параметры, которые не увидишь в каталоге
Итак, на что смотреть, когда оцениваешь OEM-поставщика для такого узла? Первое — это, конечно, материал. Но не просто 'чугун' или 'композит'. Нужны конкретные марки, сертификаты на каждую плавку. У хорошего производителя этот вопрос отлажен. Например, мы сейчас сотрудничаем с компанией ООО Телин Дуншэн Нефтегазовое Машиностроение. В их случае меня изначально привлекло то, что они сами являются полнопрофильным заводом, а не сборщиком. Это видно по подходу: они готовы предоставить полную карту материалов для центратора штанг, от химического состава до результатов испытаний на усталость.
Второй момент — геометрия паза и качество его обработки. Здесь часто экономят. Паз должен иметь строго определённый радиус закругления и шероховатость поверхности. Слишком грубая обработка — и ты получаешь абразив внутри колонны, который стачивает штангу. Слишком узкий допуск — и при температурных деформациях штанга может просто заклинить. Нужен баланс, который достигается только опытом и большим объёмом полевых испытаний.
Третье — универсальность конструкции. Хороший OEM-центратор часто имеет несколько точек крепления или регулируемый хомут, чтобы можно было адаптировать его под разные диаметры эксплуатационной колонны без потери жёсткости. Это кажется мелочью, но на складе это сокращает номенклатуру, а в поле — время на подбор.
Практический кейс: адаптация под условия Приобья
Расскажу на реальном примере. Пару лет назад понадобилось адаптировать оборудование для работы на месторождениях с высоким содержанием механических примесей и агрессивной пластовой водой. Стандартные центраторы выходили из строя за 4-5 месяцев из-за коррозии и абразивного износа.
Вместе с инженерами ООО Телин Дуншэн Нефтегазовое Машиностроение мы проработали вариант с изменением материала на легированный чугун с добавлением никеля и хрома, а также доработали конструкцию, добавив лабиринтные уплотнения по торцам, чтобы уменьшить попадание песка в узел трения. Важно, что они пошли на такие доработки, не требуя за это космических денег, потому что у них как у ведущего производителя насосной продукции с 2000 года есть собственная исследовательская база. Они не просто продают железо, а решают технологические задачи.
Результат? Ресурс узла в тех же условиях вырос до 14-16 месяцев. И это не лабораторные данные, а показатели с конкретных скважин, которые мы мониторили. При этом сама деталь осталась в рамках приемлемой стоимости для OEM-поставки. Этот опыт показал, что правильный партнёр в OEM — это тот, кто способен на инженерный диалог, а не просто на отгрузку со склада.
Ошибки монтажа и 'невидимые' дефекты
Даже идеальный центратор можно угробить на стадии монтажа. Частая ошибка — чрезмерная затяжка хомутовых соединений. Это приводит к деформации корпуса, перекашиванию паза и, как следствие, к точечному контакту со штангой. Визуально деталь может выглядеть целой, но она уже не работает как должна.
Ещё один момент, который часто упускают из виду при приёмке OEM-продукции — остаточные напряжения после литья. Если отливка не прошла должный отжиг, со временем может произойти 'поводка' — коробление детали уже в скважине под воздействием температуры. Выявить это при входном контроле сложно, нужно либо доверять технологическому процессу поставщика, либо иметь своё оборудование для неразрушающего контроля. У солидных производителей, таких как упомянутая мной компания, которая является утверждённым поставщиком для КННК и Синопек, такие процессы строго регламентированы и контролируемы.
Поэтому наш отдел техконтроля теперь всегда требует от OEM-партнёров не только сертификаты качества, но и выборочные результаты контроля твёрдости по сечению детали и данные о термообработке. Это отсекает тех, кто работает кустарно.
Взгляд вперёд: интеграция и логистика
Выбирая партнёра для OEM-поставок, думай не только о качестве одной детали. Смотри на комплекс. Может ли поставщик обеспечить стабильные объёмы? Как устроена его логистика? Например, сотрудничая с заводом, который сам производит и насосы, и скважинные инструменты, ты получаешь синергию. Твой OEM колонный центратор штанг будет идеально совместим по посадочным местам и допускам с тем же штангодержателем или муфтами, которые ты тоже, возможно, заказываешь.
Это сокращает риски несовпадения по резьбам или посадочным диаметрам, что в полевых условиях выливается в простой бригады. Для нас этот аспект стал ключевым. Когда все критичные узлы для колонны ШГН — центраторы, муфты, полировочные палки — имеют единого ответственного производителя, как в случае с ООО Телин Дуншэн, количество нареканий по взаимозаменяемости падает практически до нуля.
Итог моего опыта прост: колонный центратор — это не расходник, а высокоточный узел. И его производство по OEM-схеме — это показатель доверия и глубины сотрудничества с поставщиком. Экономия в 10-15% на единице тут не работает, потому что последующая цена отказа в разы выше. Нужно искать не просто фабрику, а технологического партнёра с доказанной экспертизой в нефтегазовом машиностроении, который понимает физику работы узла в стволе скважины, а не просто умеет точить металл по чертежу. Только тогда шильдик с твоим логотипом на детали будет нести реальную ценность, а не просто скрывать происхождение неизвестного качества.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Трубный насос
Трубный насос -
 Штанговый насос типа труба по API
Штанговый насос типа труба по API -
 Насос с принудительным клапаном
Насос с принудительным клапаном -
 Насос переменной производительности для вязкой нефти
Насос переменной производительности для вязкой нефти -
 Отсоединитель
Отсоединитель -
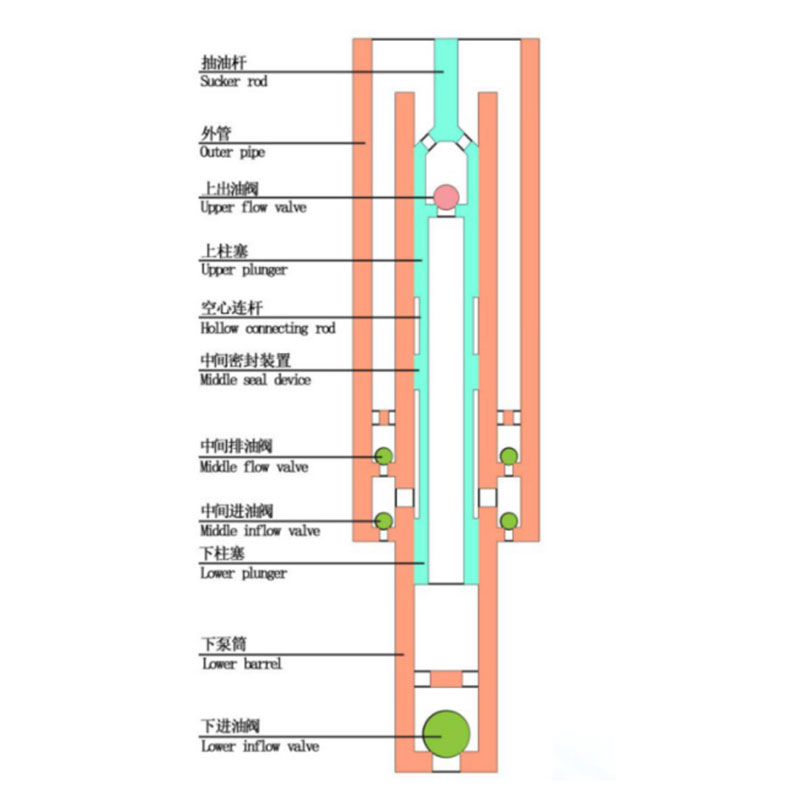 Трехдействующий тандемный насос
Трехдействующий тандемный насос -
 Клапанная клетка с твердым вкладышем
Клапанная клетка с твердым вкладышем -
 Плунжер
Плунжер -
 Цилиндр насоса
Цилиндр насоса -
 Насос для наклонных скважин с усиленным запиранием
Насос для наклонных скважин с усиленным запиранием -
 Большой насос для паротепловой обработки
Большой насос для паротепловой обработки -
 Дренажный клапан сбрасываемого типа
Дренажный клапан сбрасываемого типа
Связанный поиск
Связанный поиск- Дешевые длинные плунжерные анти песок насосы
- Штанговый насос с гидравлической обратной связью
- Дешевые принудительные механические насосы штока клапана
- Китай штанговый насос для раздельной добычи и совместного отбора
- Китай инструмент для добычи нефти с короткой штангой
- Производитель насосов большого диаметра
- Скважинные насосы для нагнетания сверхтолстой нефти в Китае
- Китай цилиндр нефтяного насоса
- Ведущий покупатель нагнетательных насосов
- Поставщики эффективных линейных штанговых насосов для нефтегазовой промышленности