+86-13052798822




Oem клетка с наплавкой стеллита
Когда слышишь про OEM клетка с наплавкой стеллита, многие сразу думают о стандартной детали, которую можно заказать у любого производителя в Китае. Но это поверхностное суждение. На деле, под этой, казалось бы, простой формулировкой скрывается целый пласт технологических нюансов, от которых напрямую зависит срок службы штангового насоса в конкретных, часто агрессивных, условиях скважины. Я не раз сталкивался с ситуациями, когда заказчик, пытаясь сэкономить, покупал клетки с некачественной наплавкой, а потом удивлялся, почему они 'съедаются' за сезон. Стеллит — это не волшебный порошок, а целая технология нанесения, контроля и последующей обработки.
Что скрывается за аббревиатурой OEM в нашем контексте
В нашем сегменте — производстве нефтепромыслового оборудования — OEM редко означает просто сборку из чужих комплектующих. Чаще это глубокое техническое сотрудничество, когда мы, как производитель, разрабатываем и изготавливаем деталь под конкретные требования и допуски заказчика, будь то российская сервисная компания или крупный оператор. Например, для OEM клетка это означает не просто взять заготовку и наплавить слой. Это подбор марки стеллита (скажем, Stellite 6 или 12) под конкретный тип абразива и коррозионную активность пластовой жидкости, точный расчет толщины слоя, чтобы не нарушить геометрию паза, и строгий контроль предварительной и последующей термообработки для снятия напряжений.
Здесь часто возникает первый подводный камень — экономия на подготовке поверхности. Если перед наплавкой стальную основу (обычно 20ХН3А или подобную) плохо очистили или недогрели, адгезия будет слабой. В эксплуатации такой слой может отслоиться целыми пластами. Видел такое на клетках от неизвестных поставщиков, которые потом привозили 'на экспертизу'. Микротрещины по границе сплавления — это приговор детали, даже если визуально всё выглядит идеально.
Поэтому, когда мы в ООО Телин Дуншэн Нефтегазовое Машиностроение говорим об OEM-производстве, мы подразумеваем полный цикл ответственности: от анализа условий эксплуатации (запрошенных клиентом или известных по предыдущим поставкам) до финального контроля твёрдости и структуры наплавленного слоя. Наш сайт, rodpump.ru, не просто витрина, а отражение этого подхода — там можно найти технические требования, которые мы готовы выполнять, будучи утверждённым поставщиком для крупных компаний.
Стеллит: миф о 'вечной' поверхности
Стеллит, сплав на основе кобальта, действительно обладает выдающейся износостойкостью и сопротивлением коррозии. Но ключевое слово — 'сопротивлением', а не 'иммунитетом'. Одна из самых распространённых ошибок — считать, что любая наплавка стеллита решит все проблемы. На деле, при высоком содержании сероводорода и хлоридов, даже стеллит может подвергаться точечной коррозии, особенно если в его структуре есть карбидные сетки из-за неправильного режима охлаждения.
Помню случай на месторождении в Западной Сибири, где привезли партию клеток с наплавкой, которая быстро теряла твёрдость. При вскрытии оказалось, что для удешевления процесса использовали не чистый стеллитовый порошок, а его дешёвый аналог с добавками. Твёрдость по Роквеллу падала с положенных 40-45 HRC до 30 уже после непродолжительной работы в среде с песком. Клиент, конечно, был в ярости. Это урок: качество порошка и его гранулометрический состав — это не та статья, на которой можно экономить.
Ещё один нюанс — форма наплавленного валика. Ровный, 'чешуйчатый' шов — это не эстетика, а гарантия равномерного износа. Если наплавка ведётся роботом с плохой калибровкой или вручную без должного опыта, возникают наплывы и подрезы. В этих местах концентрируются механические напряжения, и именно там позже появляются сколы. Мы после наплавки всегда проводим шлифовку и полировку рабочей поверхности до минимальной шероховатости — это снижает адгезию парафина и уменьшает абразивный износ.
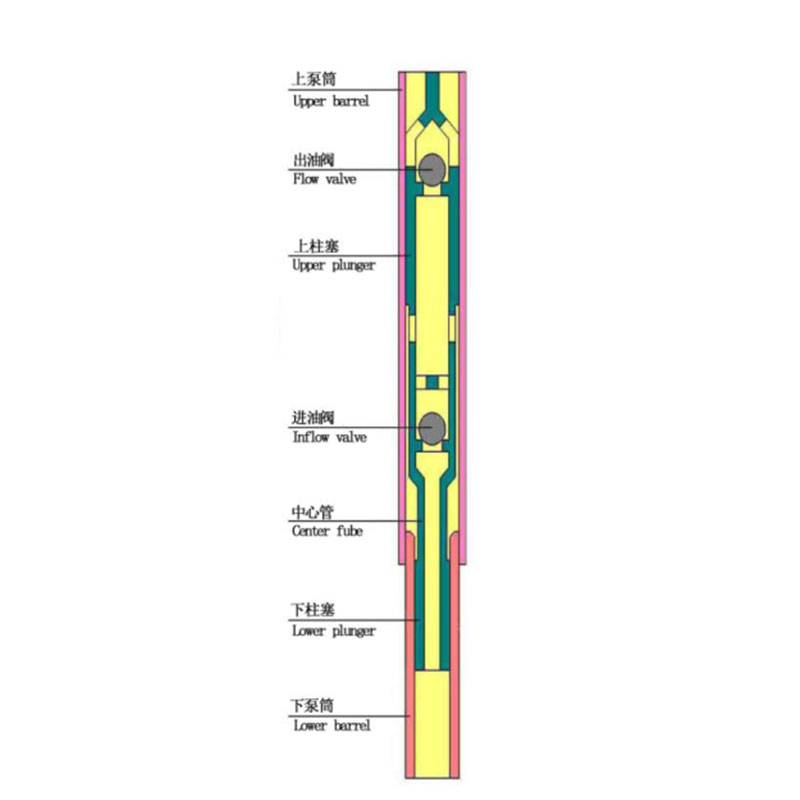
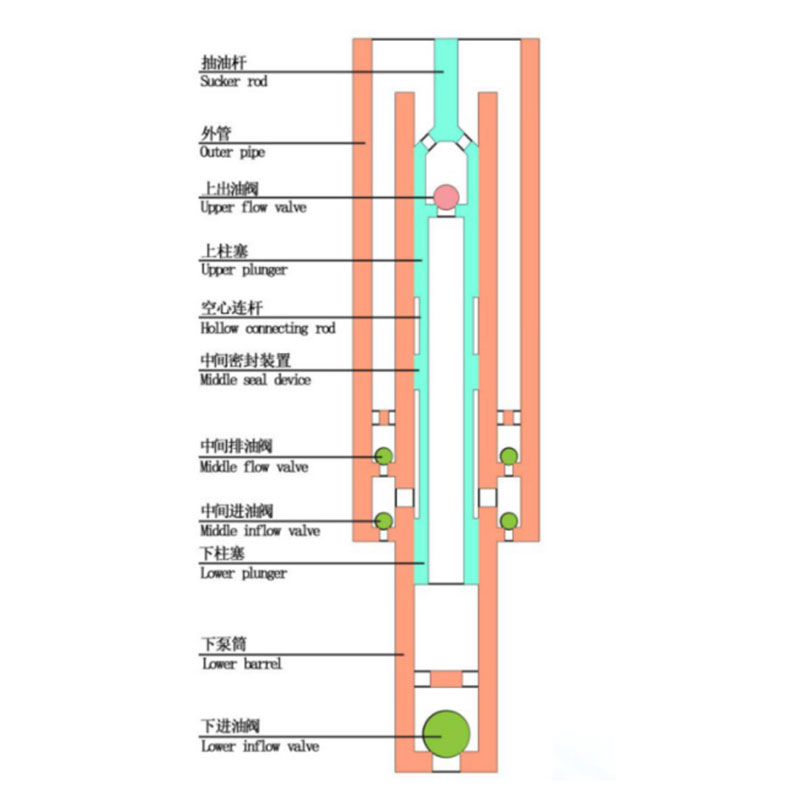
Клетка как система, а не отдельная деталь
Часто заказ фокусируется только на материале наплавки, забывая, что клетка — это часть системы 'клетка-плунжер'. Её геометрия, точность исполнения пазов под шарики, соосность — всё это критично. Можно сделать безупречную наплавку, но если внутренний диаметр 'ушёл' на пару десятых миллиметра из-за термоусадки после наплавки, клетка будет работать неправильно, вызывая ускоренный износ и плунжера, и самой себя.
У нас был опыт, когда для одного проекта требовалась клетка с увеличенной длиной направляющей части под специфичный утяжелённый плунжер. Стандартная технология наплавки не подходила — возникала сильная деформация. Пришлось разрабатывать специальную оснастку для фиксации и ступенчатый режим наплавки с промежуточным отпуском. Это увеличило время изготовления, но зато деталь прошла приёмочные испытания с ресурсом, превысившим обычный в 1.5 раза. Такие нестандартные задачи — обычная практика для ООО Телин Дуншэн, о чём кратко сказано в описании компании на rodpump.ru: специализация на проектировании, разработке и производстве под конкретные нужды.
Важный момент — балансировка. Несбалансированная клетка (из-за неравномерного слоя наплавки) вызывает вибрации, которые разрушают не только её, но и весь клапанный узел. Мы всегда проверяем это на динамических стендах, имитирующих реальные ходы штанг. Это та 'рутина', которую многие пропускают, но которая выливается в гарантийные случаи.
Практические сложности контроля и приёмки
Как проверить качество клетки с наплавкой стеллита, когда она уже готова? Визуально — почти никак. Нужен инструментальный контроль. Стандартный набор: измерение твёрдости (не в одной точке, а по сетке на рабочей поверхности и на торцах), ультразвуковой контроль на отсутствие отслоений и крупных пор, проверка геометрии калибрами. Иногда заказчики требуют выборочного металлографического анализа — сделать шлиф и посмотреть структуру под микроскопом. Это дорого, но для ответственных проектов необходимо.
Здесь кроется ещё одна ловушка для покупателя. Недобросовестный поставщик может предоставить сертификат на партию порошка, но это не гарантирует качества наплавки. Или показать идеальную деталь-образец, а в партии будут отклонения. Мы на своём производстве внедрили маркировку каждой клетки, которая позволяет отследить и плавку стали для заготовки, и партию стеллита, и оператора, который вёл наплавку. Это даёт полную прослеживаемость. Для таких компаний, как КННК или Синопек, чьим утверждённым поставщиком мы являемся, это обязательное требование.
На практике часто возникает вопрос ремонтопригодности. Можно ли повторно наплавить изношенную клетку? Теоретически да, но это сложнее и часто нерентабельно. Нужно полностью удалить старый слой, убедиться, что базовая сталь не 'перегрета' и не потеряла свойства, и только потом наносить новый. Чаще экономически выгоднее использовать новую, особенно если речь о массовой добыче.
Взгляд в будущее: эволюция вместо революции
Говорят о новых материалах, керамике, композитах. Но в массовом сегменте штанговой добычи клетка с наплавкой стеллита останется рабочим стандартом ещё долго. Эволюция идёт не в сторону замены материала, а в сторону совершенствования процесса. Например, всё большее распространение получает плазменная наплавка в инертной среде, которая даёт более чистый и плотный слой с минимальным разбавлением основного металла. Или лазерное наплавление для особо точных работ.
Для нас, как для производителя, ключевой тренд — это цифровизация данных по износу. Когда мы получаем от клиентов информацию о том, как вели себя наши клетки в конкретной скважине (обводнённость, содержание песка, газовый фактор), мы можем корректировать наши технологии. Создаётся некая база знаний, которая позволяет для следующего заказа предложить не стандарт, а оптимизированное под условия решение. Это и есть настоящая ценность OEM-подхода, который декларирует наша компания.
В итоге, возвращаясь к началу. OEM клетка с наплавкой стеллита — это не товарная позиция в каталоге. Это комплексный инженерный продукт, где важна каждая операция: от выбора заготовки до финальной проверки. Экономия на любом этапе — это риск для всей работы скважины. И опыт, который накапливается через подобные детали, через общение с эксплуатационщиками и через анализ неудач (своих и чужих), — это то, что отличает просто фабрику от ответственного производителя оборудования, каким мы и стремимся быть.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Газозащитный двухплунжерный насос со средним выпуском
Газозащитный двухплунжерный насос со средним выпуском -
 Стальной хромированный насосный цилиндр
Стальной хромированный насосный цилиндр -
 Трехдействующий тандемный насос
Трехдействующий тандемный насос -
 Центратор штанг скользящего типа
Центратор штанг скользящего типа -
 Газозащитный штанговый насос
Газозащитный штанговый насос -
 Длинноплунжерный песокозащитный насос
Длинноплунжерный песокозащитный насос -
 Большой насос для паротепловой обработки
Большой насос для паротепловой обработки -
 Насос с раздельной добычей и смешанным выводом
Насос с раздельной добычей и смешанным выводом -
 Дренажный клапан сбрасываемого типа
Дренажный клапан сбрасываемого типа -
 Дренажный клапан вытяжного типа
Дренажный клапан вытяжного типа -
 Термонасос ударного действия
Термонасос ударного действия -
 Насос для наклонных скважин с усиленным запиранием
Насос для наклонных скважин с усиленным запиранием
Связанный поиск
Связанный поиск- Основная страна-покупатель хромированных латунных насосных стволов для нефтяных насосов
- Китай штанговый насос с большим диаметром плунжера
- Китайские насосы для горячего удара с паровым приводом
- Крупнейшие покупатели гидравлических трубных муфт для нефтяных месторождений
- Цены на насосы со вставленной штангой
- Многослойный штанговый насос
- Ведущий покупатель длинноплунжерных противовоздушных и противопесочных скважинных насосов
- Установки для многослойных скважинных насосов
- Оптом забойный насос для сверхтяжелой нефти
- Поставщики пакеров для коммутационного инструмента