+86-13052798822




Oem двухплунжерный штанговый насос с центральным газоотводом
Когда слышишь ?OEM двухплунжерный штанговый насос с центральным газоотводом?, многие сразу думают о простой замене импортного аналога. Но здесь кроется первый подводный камень — это не просто копия, а сложная адаптация под конкретные пластовые условия и, что часто упускают, под логистику и ремонтный цикл на промысле. Сам термин OEM в нашем контексте — это не про штамповку, а про глубокую проработку технического задания с заказчиком, где каждая деталь, от марки стали плунжерной пары до конфигурации газоотводных каналов, проходит согласование. Центральный газоотвод — ключевая фишка, но и главная головная боль при неправильном подборе.
Конструктивные нюансы, которые не увидишь в каталоге
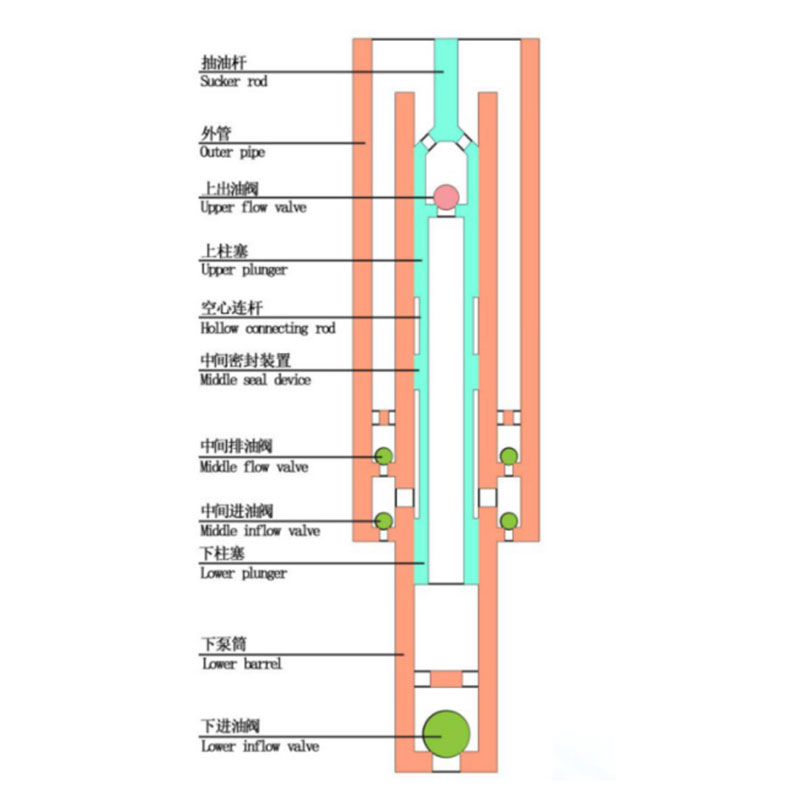
Возьмем сам центральный газоотвод. Идея ясна — отвести свободный газ из области всасывания, минимизировав газовую блокировку и повысив коэффициент наполнения. В теории всё прекрасно. На практике же, если диаметр отводного канала и его геометрия рассчитаны без учета вязкости пластовой жидкости и размера газовых пузырьков, получаем обратный эффект — повышенный износ и кавитацию. Помню случай на одном месторождении в Западной Сибири, где насос от непроверенного поставщика начал ?стучать? через 400 моточасов. Разборка показала эрозию седла клапана именно в зоне входа в газоотводный канал — поток был слишком турбулентным.
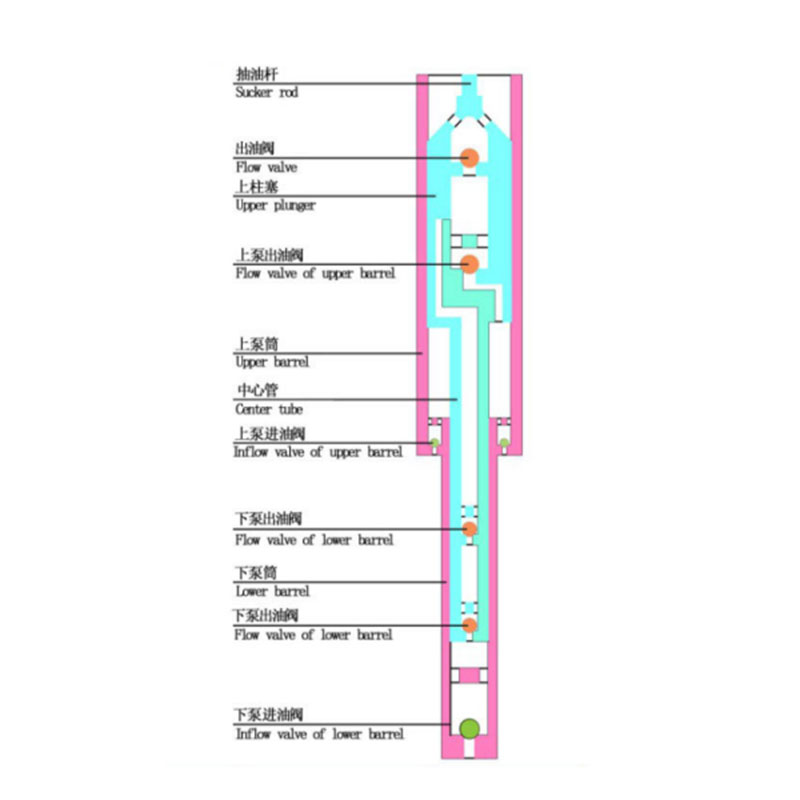
Двухплунжерная схема — это, по сути, два насоса в одном корпусе. Даёт выигрыш в подаче и плавности хода, но вдвое увеличивает количество прецизионных пар трения и точек потенциальной протечки. Особенно критичен момент синхронизации хода плунжеров. Если в OEM-производстве допущена даже небольшая разница в допусках при обработке гильз, дисбаланс нагрузки приведет к перекосу и ускоренному износу всего узла. Тут нельзя экономить на контроле на промежуточных операциях.
Материалы. Для гильз часто идёт легированная сталь с хромированием или напылением, но для агрессивных сред с высоким содержанием H2S или СО2 нужен уже другой подход — возможно, применение более стойких сплавов. Это тот пункт, где прямой диалог между инженерами производителя и технологами заказчика абсолютно необходим. Без этого любая OEM-поставка превращается в лотерею.
Опыт сотрудничества с профильными производителями
Вот здесь как раз важен выбор партнера, который понимает суть не словами из учебника, а опытом реальных поставок. Я долгое время наблюдал за работой оборудования от ООО Телин Дуншэн Нефтегазовое Машиностроение. Их сайт rodpump.ru — это не просто витрина, там чувствуется техническая глубина. Компания, основанная в 2000 году, за два десятилетия прошла путь от производителя комплектующих до утверждённого поставщика для КННК и Синопек. Это серьёзная заявка.
Что ценно в их подходе к OEM двухплунжерному штанговому насосу — они не стесняются задавать уточняющие вопросы. Присылают анкету по условиям эксплуатации: не просто ?дебит и глубина?, а вопросы о минерализации воды, газовом факторе, динамическом уровне, характеристиках штанговой колонны. Это говорит о том, что они проектируют, а не просто собирают из имеющихся деталей. Для нас, эксплуатационников, такая детализация — знак качества.
Один из их кейсов, который мне импонирует, — адаптация насоса под скважины с высоким содержанием механических примесей. Они предложили не просто усилить материал плунжера, а пересмотреть всю гидравлическую схему центрального газоотвода, чтобы снизить скорость потока в зоне сепарации и уменьшить абразивный износ. Решение оказалось нестандартным, но эффективным.
Полевые испытания и типичные ошибки монтажа
Даже идеально спроектированный насос можно угробить на стадии спуска. Классическая ошибка — несоосность при сборке колонны штанг. Для двухплунжерной конструкции это смертельно. Малейший перекос создаёт колоссальные боковые нагрузки, и насос начинает работать ?на излом?. Видел, как после подъема такого оборудования гильзы были с характерным односторонним износом, будто их обрабатывали напильником.
Ещё один момент — подготовка скважины. Центральный газоотвод эффективно работает, когда газ отделяется ещё на входе. Если скважина не была должным образом прокачана перед запуском нового оборудования, и в стволе осталась газовая шапка, насос будет работать в режиме постоянного газового удара, и никакая совершенная конструкция его не спасет. Это база, но её почему-то часто игнорируют, списывая потом проблемы на качество насоса.
Поэтому сейчас мы всегда инсинуируем производителя, вроде Телин Дуншэн, в процесс запуска. Их специалисты часто настаивают на предоставлении диаграмм динамометра после первых часов работы для дистанционного анализа. Это правильный, современный подход, который отличает ответственного OEM-партнера от простого продавца железа.
Экономика вопроса: где кроется реальная выгода
Переход на OEM-оборудование, особенно такое сложное, как двухплунжерный насос, часто обосновывают снижением капитальных затрат. Это правда, но лишь часть правды. Главная экономика — в увеличении МРП (межремонтного периода) и стабильности дебита. Насос с правильно рассчитанным газоотводом меньше страдает от газовых блокировок, значит, меньше простоев на ?раскачку? скважины, более равномерная нагрузка на привод и, как следствие, меньше затрат на электроэнергию.
Однако эта выгода реализуется только при условии комплексного подхода. Нельзя купить насос у одного, штанги у другого, а услуги по спуску-подъёму у третьего. Ответственность за конечный результат размывается. Поэтому стратегия долгосрочного партнёрства с одним производителем, который отвечает за весь комплекс — от проектирования до анализа полевых данных, — выглядит всё более разумной. Профиль компании ООО Телин Дуншэн, как производителя полного цикла от разработки до поставки скважинного инструмента, здесь хорошо вписывается.
Расчёт стоимости цикла владения (TCO) для такого оборудования всегда показывает преимущество над разовыми покупками ?чего подешевле?. Но это нужно уметь донести до закупочных отделов, которые часто заточены только на начальную цену.
Взгляд в будущее: интеграция с системами мониторинга
Современный штанговый насос — это уже не просто механическое устройство. Всё чаще речь идёт о его оснащении датчиками (вибрации, температуры в зоне нагнетания) для интеграции в системы телеметрии и ?цифрового месторождения?. Для OEM-производителя это новый вызов — нужно закладывать возможность монтажа таких сенсоров, предусматривать каналы для кабелей, думать о совместимости.
Думаю, что следующие поколения насосов, в том числе и от китайских производителей, которые серьёзно вкладываются в R&D, как Телин Дуншэн, будут поставляться с цифровым паспортом и рекомендованными режимами работы, зашитыми в QR-код на корпусе. Это упростит и монтаж, и диагностику.
Главный вывод, который напрашивается: OEM двухплунжерный штанговый насос с центральным газоотводом — это не товар, а технологическое решение. Его успех зависит от триады: грамотное инженерное проектирование у производителя, детальное техзадание от заказчика и культура правильного монтажа-эксплуатации на месте. Если одно звено выпадает, ждать чуда не стоит. А выбор производителя с подтверждённым опытом для сложных условий — это не статья расходов, а страховка от гораздо больших убытков из-за простоев скважин.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Газозащитный двухплунжерный насос со средним выпуском
Газозащитный двухплунжерный насос со средним выпуском -
 Вставной насос с принудительным открывающимся клапаном
Вставной насос с принудительным открывающимся клапаном -
 Латунный хромированный насосный цилиндр
Латунный хромированный насосный цилиндр -
 Насос с принудительным клапаном
Насос с принудительным клапаном -
 Трехдействующий тандемный насос
Трехдействующий тандемный насос -
 Отсоединитель
Отсоединитель -
 Насос для наклонных скважин с усиленным запиранием
Насос для наклонных скважин с усиленным запиранием -
 Цилиндр насоса
Цилиндр насоса -
 Насос для глубоких скважин
Насос для глубоких скважин -
 Газозащитный штанговый насос
Газозащитный штанговый насос -
 Насос с раздельной добычей и смешанным выводом
Насос с раздельной добычей и смешанным выводом -
 Стержневой насос
Стержневой насос
Связанный поиск
Связанный поиск- Поставщики специальных плунжеров
- Плунжер для скважинного насоса
- Цены на цилиндры штанговых насосов
- Дешевые насосы для насосно-компрессорных труб большого объема
- Китай инструмент для газонефтяных скважинных клапанов
- Поставщики инструментов для открытия и закрытия скважин для нефти и газа
- Цена штангового насоса с обратной связью
- Производители газозащитных штанговых насосов
- Поставщики двойных плунжерных насосов
- Оптом плунжер с наплавленными металлическими канавками