+86-13052798822




Оптом штанговый насос для нефтяных скважин с высоким газовым фактором
Когда говорят про штанговый насос для нефтяных скважин с высоким газовым фактором оптом, часто представляют просто более мощный агрегат. Но суть не в мощности, а в том, как он справляется с газом в затрубном пространстве и в самой колонне. Много раз видел, как закупают стандартные насосы, а потом месяцами борются с газовыми пробками и низким КПД. Ключевой момент — именно конструктивные особенности для дегазации, а не просто маркировка 'для высокого ГФ'.
Где кроется основная ошибка при выборе?
Самая распространённая ошибка — оценивать насос только по паспортной производительности и цене за единицу. При высоком газовом факторе стандартный плунжерный узел быстро выходит из строя из-за кавитации, вызванной вспениванием жидкости. Газ не успевает отделиться, насос работает 'всухую', происходит ускоренный извор. Нужны специальные газовые якоря или сепараторы, интегрированные в конструкцию. Но и это не панацея — важно, как они сочетаются с конкретными условиями скважины.
Вспоминается случай на одном месторождении в Западной Сибири. Завезли партию насосов, заявленных как 'оптимизированные для газа'. Поставили — результат почти нулевой. Стали разбираться: оказалось, сепаратор был рассчитан на определённый диапазон давления на приёме, а у нас оно было ниже. Насос просто не успевал создавать нужный градиент для эффективного отделения газа. Пришлось дорабатывать на месте, терять время. Вывод: общие формулировки в спецификациях часто бесполезны, нужны детальные технические решения под конкретные параметры.
Поэтому при оптовой закупке нельзя брать 'каталоговый' вариант. Нужен глубокий анализ газового фактора, обводнённости, глубины спуска, давления и даже состава газа. Иногда эффективнее выглядит чуть более дорогой насос с продуманной системой отвода газа, чем дешёвый 'мощный' аналог, который выйдет из строя за полгода. Экономия на этапе закупки оборачивается многократными затратами на частый ремонт и простой.
Конструктивные нюансы, на которые стоит смотреть в первую очередь
Итак, на что конкретно смотреть? Первое — конструкция цилиндра и плунжера. Для условий с газом часто используют цилиндры с увеличенными газовыми каналами или специальными камерами-отстойниками. Плунжер может быть ступенчатым или иметь обратные клапаны особой формы, препятствующие запиранию газа. Второе — материал. Абразивный износ при наличии песка усугубляется газовой коррозией. Здесь не подходят стандартные стали, нужны покрытия или сплавы, стойкие к комбинированному воздействию.
Отдельная история — узел нагнетательного клапана. Он должен быть максимально быстродействующим, чтобы минимизировать время, когда газ может просочиться назад. Видел варианты с пружинами из специальных сплавов, которые не 'устают' от высокочастотных циклов. Но и это не гарантия — если газ содержит агрессивные примеси (например, сероводород), то материал клапана и седла становится критическим параметром. Стандартный никелированный клапан может не пройти и сезона.
Третье — совместимость с штанговой колонной. Казалось бы, очевидно. Но при высоком газовом факторе нагрузки становятся ударными, нерегулярными. Если насос не сбалансирован с ходом штанг и частотой качания, возникают резонансные явления, ведущие к обрывам. Поэтому хороший поставщик должен предоставлять не просто насос, а рекомендации по режимам откачки именно для его оборудования. Без этого даже идеальная конструкция не раскроет потенциал.
Опыт работы с конкретным поставщиком: ООО 'Телин Дуншэн'
В контексте оптовых поставок хочу отметить работу с компанией ООО Телин Дуншэн Нефтегазовое Машиностроение. Сотрудничали несколько лет назад, когда искали надёжного производителя именно под сложные условия с высоким ГФ. Их сайт rodpump.ru изначально привлёк именно технической глубиной описаний, а не маркетинговыми лозунгами.
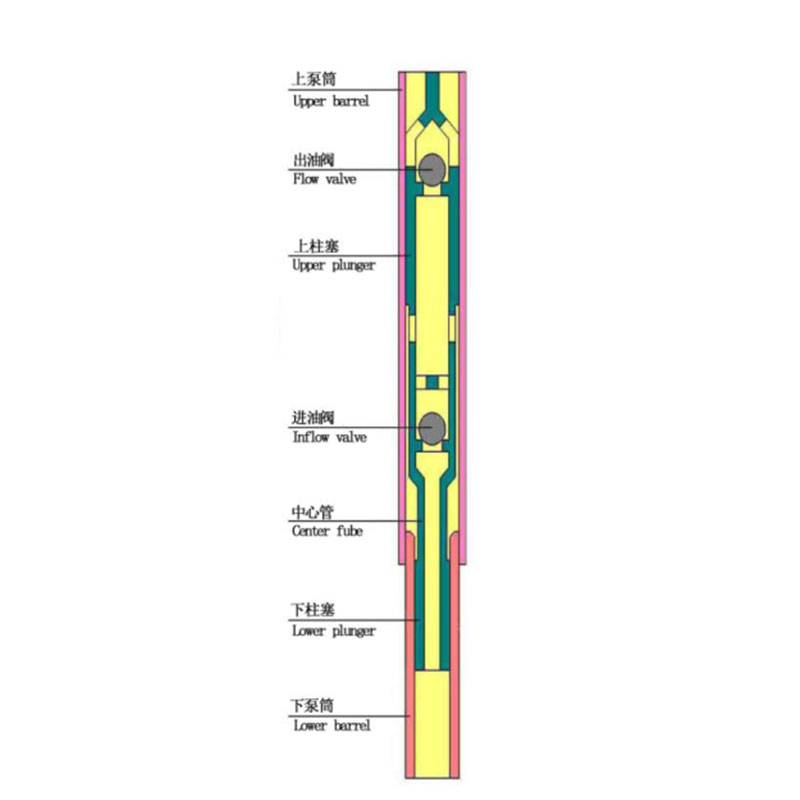
Что важно: они не просто продают насосы, а предлагают инжиниринг. При запросе на оптовую поставку штанговых насосов для наших скважин с газовым фактором выше 150 м3/т, их инженеры запросили полный пакет данных по скважинам (включая динамику изменения ГФ и обводнённости). В итоге предложили не стандартный каталоговый ряд, а модифицированную версию своего насоса серии 'Газ-Мастер' с усиленным сепаратором каплеуловительного типа и плунжером из карбида вольфрама. Ключевым был их акцент на том, что стандартный сепаратор на таких факторах неэффективен — нужна многоступенчатая система отделения, что они и реализовали.
Поставка была именно оптовой, под 20 скважин. В процессе эксплуатации (уже года три) нареканий по работе с газом значительно меньше, чем на соседних кустах с оборудованием других марок. Конечно, не идеал — на двух скважинах с резко возросшей обводнённостью позже пришлось менять клапаны на более стойкие к эрозии. Но это уже вопрос мониторинга и адаптации, а не изначального брака. Как утверждённый поставщик для КННК и Синопек, они явно прошли проверку на серьёзных проектах, что добавляет доверия.
Практические сложности при внедрении и эксплуатации
Даже с хорошим насосом проблемы на старте неизбежны. Первая — настройка режима откачки. При высоком газовом факторе классический расчёт частоты качания и длины хода часто даёт сбой. Приходится подбирать эмпирически, начиная с минимальных значений и постепенно повышая, отслеживая динамограмму. Иногда эффективнее оказывается более короткий, но более частый ход, чтобы уменьшить объём газа, накапливающегося за цикл.
Вторая сложность — мониторинг. Без современной телеметрии, отслеживающей нагрузку на головке балансира и давление на приёме, работать вслепую. Газовый фактор — величина непостоянная. Сегодня насос работает стабильно, завтра — газонасыщенность пласта выросла, и начались 'пропуски' тактов. Нужно оперативно корректировать режим или даже иметь возможность дистанционно переключать клапаны, если конструкция это позволяет. Без этого оптовая закупка теряет смысл — оборудование будет использоваться неоптимально.
И третье — логистика запчастей. Закупая штанговые насосы оптом, необходимо сразу же заказывать увеличенный комплект именно тех запчастей, которые изнашиваются быстрее всего в газовой среде: клапаны (нагнетательные и всасывающие), плунжерные пары, уплотнения. Ждать месяц деталь из-за границы, когда скважина простаивает — это прямые убытки. Опыт показывает, что лучше иметь запас в 15-20% от числа работающих насосов по критичным позициям. С тем же 'Телин Дуншэн' этот вопрос решался пакетно — в оптовую поставку включался стартовый набор ЗИП, специфицированный под наши условия.
Выводы и неочевидные моменты для закупки
Итак, подводя черту. Оптовая закупка штанговых насосов для условий с высоким газовым фактором — это не про цену за штуку, а про совокупную стоимость владения. Нужно оценивать: 1) Готовность поставщика к инжинирингу под ваши данные, а не продаже 'из наличия'. 2) Конкретные конструктивные решения для дегазации (сепарация, материалы, клапаны). 3) Наличие опыта и статуса у поставщика на крупных месторождениях (как у упомянутой компании с её статусом у КННК). 4) Возможность быстрого обеспечения ЗИП и технической поддержки.
Часто упускаемый момент — обучение персонала. Новый насос — это новые принципы работы. Если бригады продолжат эксплуатировать его как обычный, толку не будет. Хорошо, когда поставщик проводит хотя бы краткий инструктаж для механиков и операторов по особенностям запуска и диагностики.
В итоге, правильный выбор — это всегда компромисс между передовой конструкцией, надёжностью, стоимостью и сервисом. И здесь проверенные производители, вроде ООО Телин Дуншэн Нефтегазовое Машиностроение, которые специализируются на насосах для добычи нефти и скважинном инструменте, часто оказываются выгоднее 'раскрученных' брендов, которые продают универсальное решение. Их оборудование, может, и не самое дешёвое на этапе заказа, но зато оно изначально проектировалось для сложных условий, а не адаптировалось из стандартной модели. А в нашем деле это решающий фактор.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Плунжер
Плунжер -
 Стальной хромированный насосный цилиндр
Стальной хромированный насосный цилиндр -
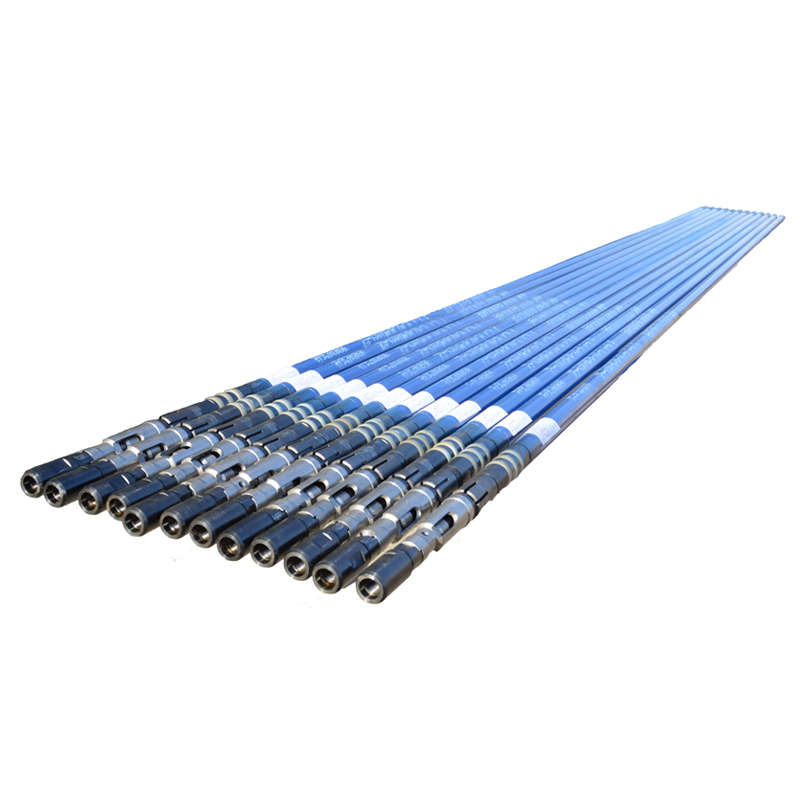
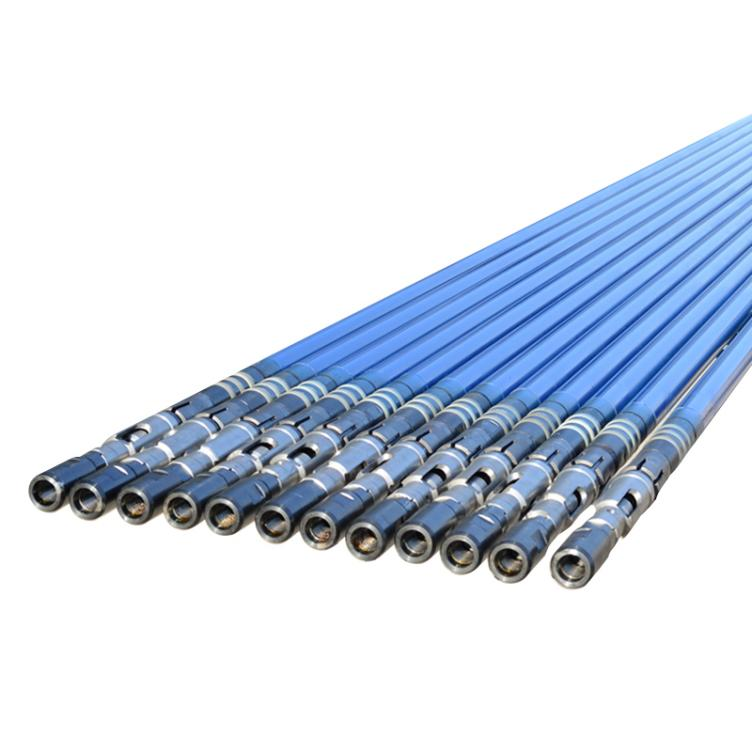
 Штанговый насос типа стержень по API
Штанговый насос типа стержень по API -
 Горизонтальный насос с эластичным уплотнением
Горизонтальный насос с эластичным уплотнением -
 Цилиндр насоса
Цилиндр насоса -
 Гидравлический насос для вязкой нефти с обратной связью
Гидравлический насос для вязкой нефти с обратной связью -
 Кольцевой штанговый насос
Кольцевой штанговый насос -
 Насос переменной производительности для вязкой нефти
Насос переменной производительности для вязкой нефти -
 Насос для глубоких скважин
Насос для глубоких скважин -
 Трехдействующий тандемный насос
Трехдействующий тандемный насос -
 Насос для наклонных скважин с усиленным запиранием
Насос для наклонных скважин с усиленным запиранием -
 Дренажный клапан сбрасываемого типа
Дренажный клапан сбрасываемого типа
Связанный поиск
Связанный поиск- Основная страна-покупатель насосов для перекачки с принудительным открытием клапанов
- Основные покупатели трубных штанговых насосов API
- Центратор штанг для нефтяных скважин
- Завод фитингов для насосов
- Оптом термостойкий штанговый насос
- Оптом конструкции штанговых насосов
- Поставщики API штырь типа ниппель для слива нефти для нефтяных скважин
- Производители стандартных штанговых насосов
- Завод по производству эффективных линейных штанговых насосов для нефтегазовой промышленности
- Производители выпрямителей штанговых насосов