+86-13052798822




Оптом штанговый насос для наклонных скважин с усиленным клапанным механизмом
Когда слышишь 'оптом штанговый насос для наклонных скважин с усиленным клапанным механизмом', первое, что приходит в голову многим закупщикам — это просто насос, но покрепче и для сложных условий. Вот тут и кроется главная ошибка. Усиленный клапан — это не просто деталь потолще. Речь идет о всей геометрии седла, материале тарелки, угле контакта, который должен выдерживать не только постоянный ударный ресурс, но и работу в среде с песком и парафином. В наклонной скважине обычный насос быстро садится на одну сторону, изнашивается неравномерно, а клапан начинает подклинивать. Усиливать нужно не только клапанный узел, но и всю компоновку — направляющие, центраторы. Я видел десятки случаев, когда закупали якобы 'усиленные' насосы, а через три месяца получали обрыв штанг из-за перекоса плунжерной пары. Ключевое — системный подход.
Разбор 'усиленного клапанного механизма': не для галочки
Итак, что подразумевается под усилением? В стандартных насосах часто ставят клапанные пары из хромистых сталей. Для наклонных скважин, особенно с высоким газовым фактором или механическими примесями, этого мало. Нужен материал с высокой износостойкостью и ударной вязкостью, например, специальные сплавы типа никель-хром-молибден. Но и это не панацея. Сама конструкция — шариковый клапан или тарельчатый? Для наклонных скважин с возможными отложениями я больше склоняюсь к тарельчатому с большой площадью контакта и коническим седлом. Он менее чувствителен к попаданию мелких абразивных частиц между седлом и тарелкой.
Однако, есть нюанс с уплотнением. В нашем регионе, на месторождениях с высоким содержанием парафина, случались ситуации, когда даже хороший клапан 'зарастал'. Приходилось экспериментировать с термообработкой седла и покрытиями, снижающими адгезию парафина. Это не всегда прописано в ТУ, но на практике решает проблемы с запуском после остановки. Один из удачных вариантов мы нашли в кооперации с ООО Телин Дуншэн Нефтегазовое Машиностроение. У них в линейке как раз есть модели, где клапанный узел изначально рассчитан на такие комплексные условия — не просто прочность, а стойкость к специфическим отложениям.
И еще по клапану: критически важен момент посадки. Слишком жесткая посадка в наклонном стволе ведет к локальным перегрузкам. Нужна определенная степень свободы, компенсирующая отклонение ствола. Это достигается точной калибровкой и подбором зазоров в сборном узле, а не просто сверхточным станком. Тут как раз видна разница между серийным и качественным штучным продуктом, который делают, понимая физику процесса.
Наклонная скважина: где ломается не только клапан
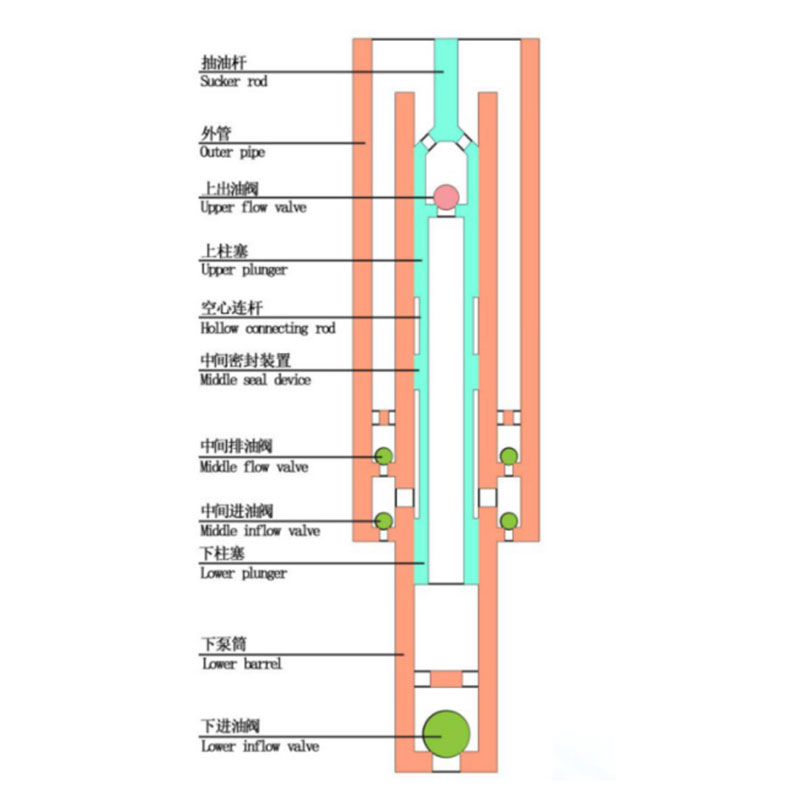
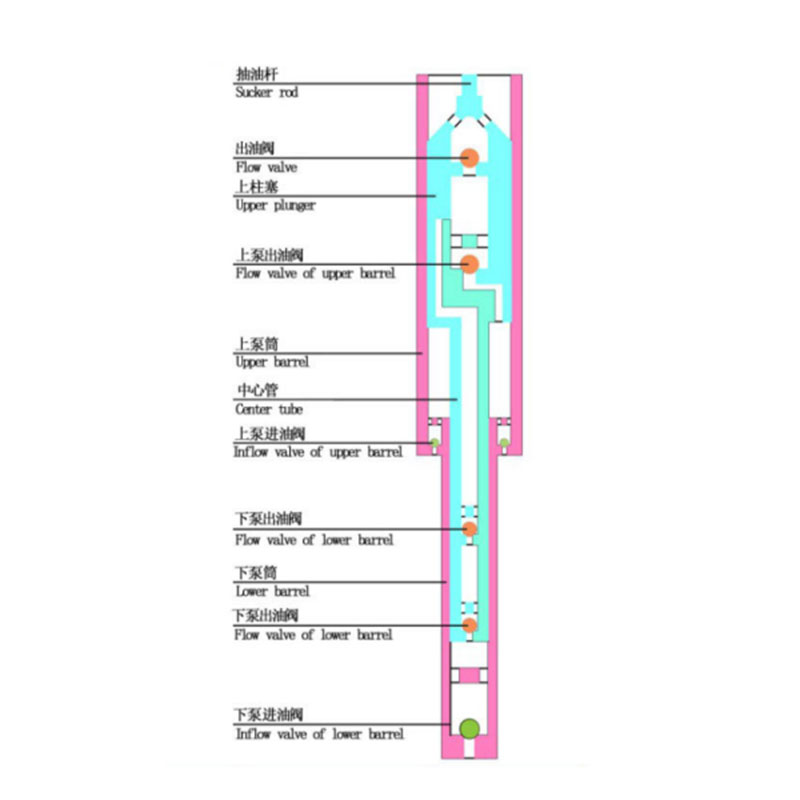
Фокус на клапан — это правильно, но только если рассматривать его как часть системы. В наклонном стволе вся колонна штанг и насос работает в условиях постоянного контакта со стенкой обсадной колонны. Поэтому следующий ключевой элемент — это усиленный клапанный механизм в связке с конструкцией цилиндра и плунжера. Плунжерная пара должна иметь повышенную износостойкость по всей длине, а не только в средней части. Часто износ идет по нижнему торцу из-за биения.
Из практики: мы ставили насосы с заявленным 'усилением' в скважину с искривлением 45 градусов на глубине 1200 метров. Ресурс клапана действительно вырос, но основной отказ произошел по телу цилиндра — появилась продольная выработка. Оказалось, производитель усилил клапан, но использовал стандартный нитридированный цилиндр. Для наклонных скважин нужен цилиндр с твердым износостойким покрытием по всей внутренней поверхности, например, хромирование или напыление карбида вольфрама.
Тут стоит обратиться к специализированным производителям, которые проектируют оборудование комплексно. Например, на сайте https://www.rodpump.ru компании ООО Телин Дуншэн Нефтегазовое Машиностроение видно, что они как раз позиционируют себя как производитель, специализирующийся на проектировании и разработке оборудования для добычи. Это важный момент — не просто производство по чертежам, а именно инжиниринг под условия.
Оптовая закупка: на что смотреть помимо цены за штуку
Понятие 'оптом' в нашем деле — это не только цена. Это, в первую очередь, стабильность качества от партии к партии. Когда закупаешь 50-100 насосов, нужно быть уверенным, что каждый экземпляр будет соответствовать заявленным характеристикам. Дешевый опт от непроверенного поставщика часто приводит к разбросу параметров: где-то посадка клапана идеальна, где-то есть люфт. В наклонной скважине такой разброс губителен.
Поэтому при выборе поставщика на опт я всегда интересуюсь системой контроля качества на производстве, особенно на финальной сборке и испытаниях. Есть ли испытания на гидравлический удар для клапанных узлов? Проверяют ли сборку на имитацию работы в наклонном положении? Компания ООО Телин Дуншэн, будучи утверждённым поставщиком для крупных нефтяных компаний, скорее всего, имеет такие процедуры. Это снижает риски.
Еще один момент по опту — комплектность и взаимозаменяемость. Усиленный клапанный механизм — это часто кастомизированный узел. Важно, чтобы к нему в рамках одной партии и в последующих можно было без проблем докупить ремонтный комплект (седла, тарелки). Унификация — признак зрелого производителя.
Кейс из практики и выводы
Был у нас проект на старом месторождении с сильно искривленными скважинами. Ставили насосы разных марок. На одних клапан выходил из строя через 4-5 месяцев, на других — цилиндр. Пока не перешли на комплексное решение, где был и усиленный цилиндр с покрытием, и клапанная группа из спецсплава с антипарафиновым покрытием, и специальные направляющие на плунжере. Ресурс вырос почти в два раза. Это подтверждает мысль: искать нужно не отдельный штанговый насос для наклонных скважин, а систему, сбалансированную под эти условия.
Сейчас на рынке много предложений. Но когда видишь в описании, как у ООО Телин Дуншэн Нефтегазовое Машиностроение, что компания основана в 2000 году и специализируется именно на проектировании и разработке нефтепромыслового оборудования, это вызывает больше доверия. Долгий опыт в конкретной нише обычно означает накопленные знания и проработанные технологии, а не просто сборку.
Итог прост. Запрос на оптом штанговый насос для наклонных скважин с усиленным клапанным механизмом должен трансформироваться в поиск надежного партнера-производителя, который понимает всю механику работы в сложном стволе и отвечает за качество каждого узла в комплексе. Экономия на цене единицы здесь почти всегда приводит к многократным затратам на частый ремонт и простои. Лучше меньше, но от проверенного поставщика с полным циклом разработки.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 Клапанная клетка с твердым вкладышем
Клапанная клетка с твердым вкладышем -
 Штанговый насос типа труба по API
Штанговый насос типа труба по API -
 Вставной насос с принудительным открывающимся клапаном
Вставной насос с принудительным открывающимся клапаном -
 Отсоединитель
Отсоединитель -
 Трубный насос
Трубный насос -
 Насос для глубоких скважин
Насос для глубоких скважин -
 Специальный плунжер
Специальный плунжер -
 Длинноплунжерный песокозащитный насос
Длинноплунжерный песокозащитный насос -
 Насос с раздельной добычей и смешанным выводом
Насос с раздельной добычей и смешанным выводом -
 Большой насос для паротепловой обработки
Большой насос для паротепловой обработки -
 Однотрубный насос для паронагнетания
Однотрубный насос для паронагнетания -
 Передвижной цилиндровый песококонтролирующий насос
Передвижной цилиндровый песококонтролирующий насос
Связанный поиск
Связанный поиск- Оптом штанговый насос против газовой блокировки для тяжелой нефти
- Китайские штанговые насосы большой производительности
- Китай насос для первичной колонны труб при тепловых методах добычи
- Китайские штанговые насосы
- Хромированные стволы насосов из углеродистой стали
- Многослойный штанговый насос
- Цилиндр из хромированной углеродистой стали
- Основная страна-покупатель латунных хромированных насосных бочек для нефтяных насосов
- Заводы по производству прецизионных прокатных цилиндров для насосов
- Дешевые Цилиндры насосов из углеродистой стали с хромированным покрытием