+86-13052798822




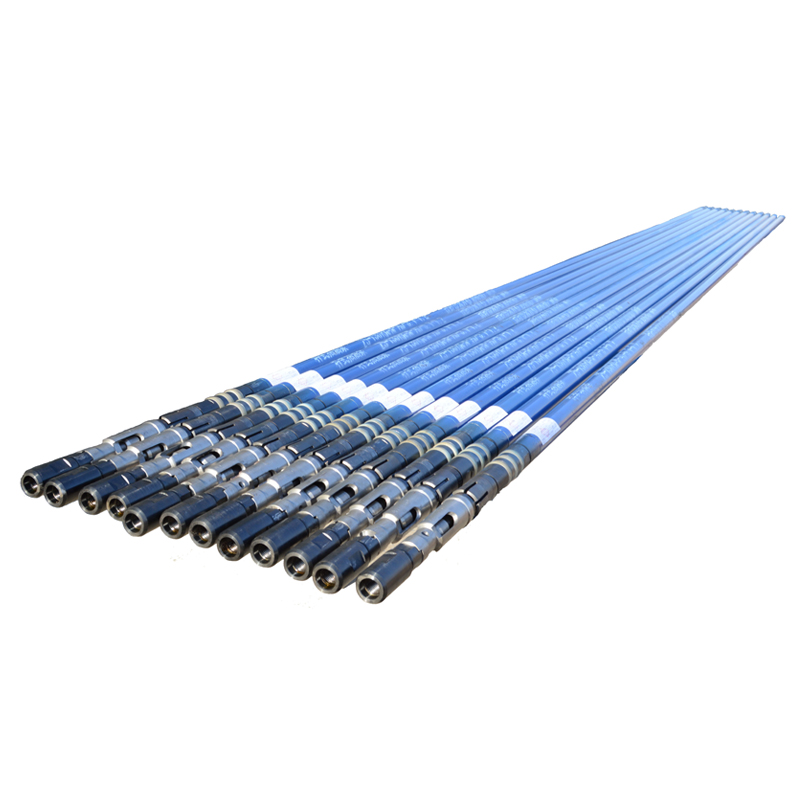
Оптом хромированный латунный цилиндр для нефтяных насосов
Когда слышишь ?оптом хромированный латунный цилиндр для нефтяных насосов?, первое, что приходит в голову многим закупщикам — это просто ?гильза из латуни с покрытием?. И вот тут начинаются основные ошибки в спецификациях. Потому что если речь идёт о долгосрочной работе на глубине, под давлением и в агрессивной среде, то ?просто? не бывает. Я сам лет десять назад думал, что главное — это толщина хрома. Оказалось, нет. Важна вся цепочка: от состава латунного сплава и подготовки поверхности перед хромированием до финишной обработки и контроля геометрии. Многие поставщики, особенно предлагающие товар оптом, экономят как раз на этих этапах, и потом цилиндр начинает ?потеть?, изнашиваться неравномерно или вообще терять герметичность. Особенно критично это для насосов штангового типа, где зазор между плунжером и цилиндром — это святое.
Латунь — это не просто ?желтый металл?
Вот смотрите. Берём два образца хромированного латунного цилиндра от разных производителей. Внешне — близнецы. Но один идёт в работу на скважину с высоким содержанием сероводорода, а другой — на обычную. Если перепутать — первый может не прожить и полугода. Всё дело в марке латуни. Чаще всего идёт ЛС59-1, это классика. Но в его составе есть свинец для улучшения обрабатываемости. И в некоторых агрессивных средах это слабое место. Для таких условий нужны специальные, более стойкие сплавы, часто с добавками никеля или олова. Но они дороже, и в оптовых партиях недобросовестный поставщик может этого не указать, продавая стандарт как ?специальный?.
Я помню случай на одном из месторождений в Западной Сибири. Ставили насосы с якобы усиленными цилиндрами. А через четыре месяца — резкий рост отказов. Разбираем — видим язвенную коррозию под слоем хрома. Лаборатория показала: латунь не соответствовала заявленной для условий высокого содержания CO2. Поставщик открещивался, говорил, что это ?технологическая погрешность партии?. Потеряли мы тогда и время, и деньги на замену. Теперь всегда требуем протоколы химического анализа сплава для критичных объектов, даже если покупаем оптом.
И ещё момент — однородность структуры металла. При литье заготовки под будущий цилиндр могут возникать внутренние раковины или ликвация (неравномерное распределение компонентов сплава). После механической обработки и хромирования дефект может быть не виден, но он станет точкой роста усталостной трещины. Поэтому хорошие производители делают ультразвуковой контроль заготовок. Например, у компании ООО Телин Дуншэн Нефтегазовое Машиностроение (сайт их — rodpump.ru) в описании процесса я видел упоминание такого контроля для ответственных деталей. Это важный признак серьёзного подхода.
Хромирование: не просто блестящий слой
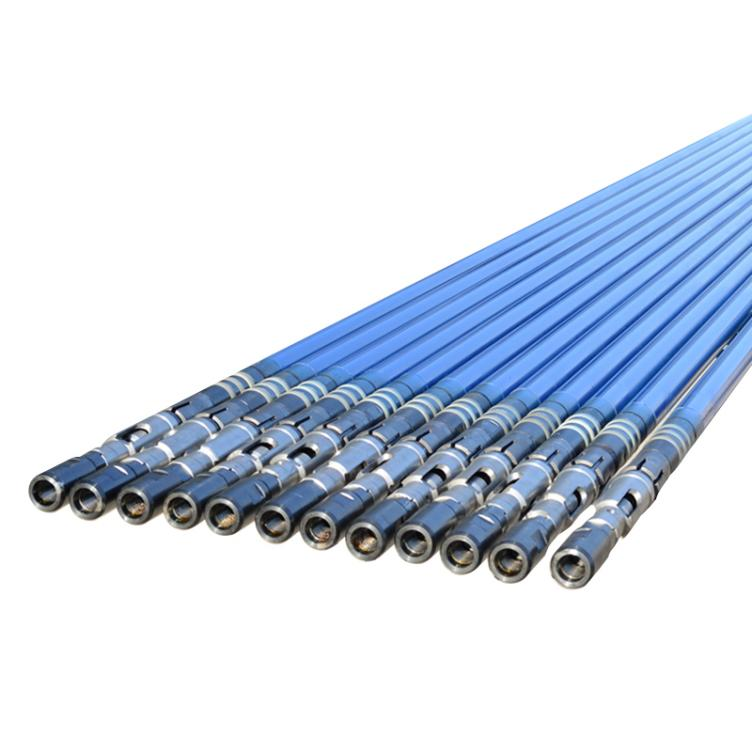
Собственно, хром — это рабочая поверхность, которая непосредственно контактирует с уплотнениями плунжера. Тут мифов ещё больше. Толщина слоя — да, важна. Стандарт — это 0,05-0,12 мм. Но если нанести слишком толстый слой без правильной подготовки, он может отслоиться кусками. А если слишком тонкий — быстро протрётся. Но главное даже не толщина, а твёрдость и пористость.
Твёрдость хрома должна быть в районе 800-1000 HV. Мягкий хром износится быстро, а слишком твёрдый и хрупкий может дать микротрещины. А пористость... Вот это ключевое. Абсолютно беспористый хром плохо удерживает смазку. Поэтому применяют технологии анодного травления или нанесения пористого хрома. Это сетка микроскопических канавок, которые работают как маслёнки. Но если технология нарушена, поры получаются слишком крупными или неравномерными — это уже концентраторы напряжений, начало износа.
На своём опыте убедился, что визуально качество хромирования не оценишь. Нужен микроскоп или хотя бы сильная лупа. Раньше, принимая партию, мы делали ?пробный? пропуск плунжера — если идёт туго или с заеданием, значит, геометрия или качество поверхности хрома не идеальны. Сейчас, конечно, методы контроля продвинутее. Кстати, у того же ООО Телин Дуншэн, которое является утверждённым поставщиком для КННК и Синопек, судя по информации с их сайта rodpump.ru, процесс хромирования — это отдельная высокотехнологичная линия с многоступенчатым контролем. Для поставок оптом это критически важно, чтобы каждая единица в партии была кондиционной.
Геометрия и финишная обработка: где кроется дьявол
Допуски. Цилиндричность, овальность, конусность — всё это должно быть в пределах микрон. Если цилиндр имеет даже лёгкую бочкообразную форму, износ плунжерной пары будет ускоренным и неравномерным. После хромирования обязательна финишная обработка — хонингование. Оно создаёт идеальную геометрию и нужную шероховатость поверхности.
Идеальная шероховатость (Ra) для цилиндра нефтяного насоса — это около 0,2-0,4 мкм. Более гладкая поверхность не удержит масляную плёнку, более шероховатая будет работать как абразив. Частая проблема у недорогих оптовых партий — пропуск этапа высокоточного хонингования или использование изношенного инструмента. В итоге на поверхности видны риски, неидеальная сетка хона.
Был у меня печальный опыт с одной партией, купленной по очень привлекательной цене. Цилиндры выглядели отлично, замеры штангенциркулем — в норме. Но при запуске насосы грелись и показывали низкий КПД. Когда вскрыли, оказалось, что внутренняя поверхность имеет едва заметный ступенчатый конус на стыке проходов хонинговальной головки. Дефект в пару микрон, но его хватило, чтобы нарушить герметичность. Пришлось всю партию отправлять на доводку. Теперь мы всегда, перед тем как закупить что-то оптом, запрашиваем протоколы контроля геометрии с профилограммой поверхности.
Логистика и упаковка: последний рубеж
Казалось бы, деталь сделана идеально. Её погрузили в ящик и отправили. А потом на объекте вынимают цилиндр, а на хромированной поверхности — следы коррозии или задиры. Причина — неправильная консервация и упаковка. После финальной промывки поверхность нужно покрыть консервационной смазкой, стойкой к длительному хранению. Каждый цилиндр должен быть индивидуально завернут в ингибированную бумагу или помещён в пластиковый чехол.
Особенно это важно при морских поставках или хранении в условиях высокой влажности. Латунь, конечно, коррозионно-стойкая, но хром и стальной плунжер — могут пострадать. Видел, как на складе цилиндры просто лежали в открытых картонных коробках, пыль и влага делали своё дело. Потом их пытались протирать — и оставляли царапины.
Серьёзные производители, которые работают на глобальный рынок, как ООО Телин Дуншэн Нефтегазовое Машиностроение (основано в 2000 году и специализируется именно на нефтепромысловом оборудовании), понимают это. Их статус утверждённого поставщика для крупных нефтяных компаний обязывает иметь жёсткие стандарты на упаковку и сохранность продукции. Это тот момент, который отличает просто продавца металлоизделий от профильного машиностроительного предприятия.
Резюме: на что смотреть при оптовой закупке
Итак, если вам нужен действительно надёжный хромированный латунный цилиндр оптом, то запрос должен быть не просто по габаритам и цене. Нужно уточнять: 1) Марку латунного сплава и наличие сертификата на него. 2) Технологию и параметры хромирования (толщина, твёрдость, тип пористости). 3) Обязательность финишного хонингования с предоставлением данных по геометрии и шероховатости. 4) Условия консервации и упаковки.
Цена в этом сегменте — хороший индикатор. Слишком дешёвое предложение почти всегда означает упрощение технологии где-то из перечисленного. Экономия в пару долларов на цилиндре может обернуться тысячами на простое скважины и ремонте.
Работая с проверенными производителями, которые, как ООО Телин Дуншэн, сфокусированы на полном цикле — от проектирования до поставки нефтяных насосов — ты получаешь не просто деталь, а гарантированный узел, отвечающий требованиям конкретной эксплуатации. Их сайт rodpump.ru — это, по сути, открытая книга спецификаций и технологических возможностей, что для инженера или снабженца ценнее любой рекламы. В итоге, выбор поставщика таких ответственных компонентов — это не закупка, это техническое решение, от которого зависит бесперебойность добычи.
Соответствующая продукция
Соответствующая продукция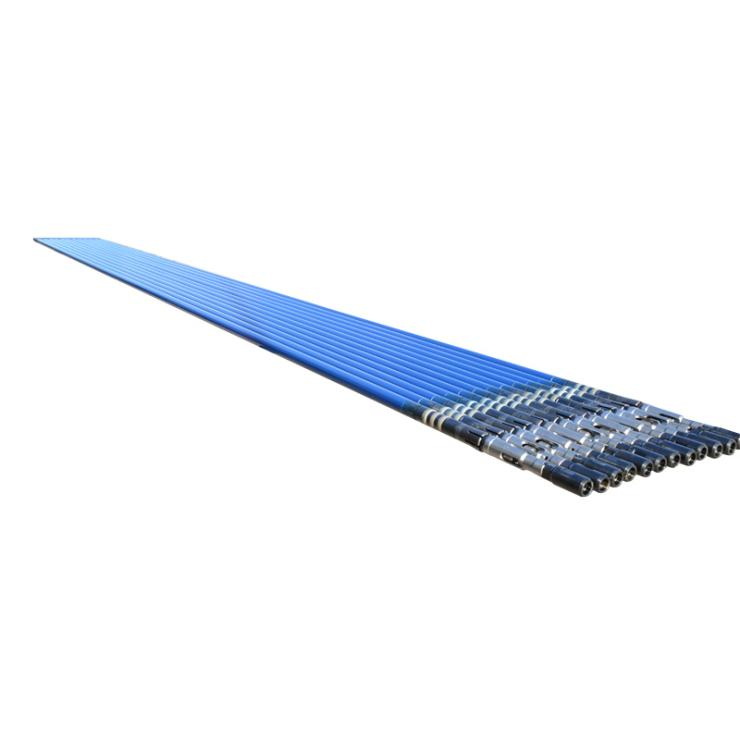



Самые продаваемые продукты
Самые продаваемые продукты-
 Стержневой насос
Стержневой насос -
 Отсоединитель
Отсоединитель -
 Вставной насос с принудительным открывающимся клапаном
Вставной насос с принудительным открывающимся клапаном -
 Насос для глубоких скважин
Насос для глубоких скважин -
 Штанговый насос типа стержень по API
Штанговый насос типа стержень по API -
 Плунжер
Плунжер -
 Центратор штанг скользящего типа
Центратор штанг скользящего типа -
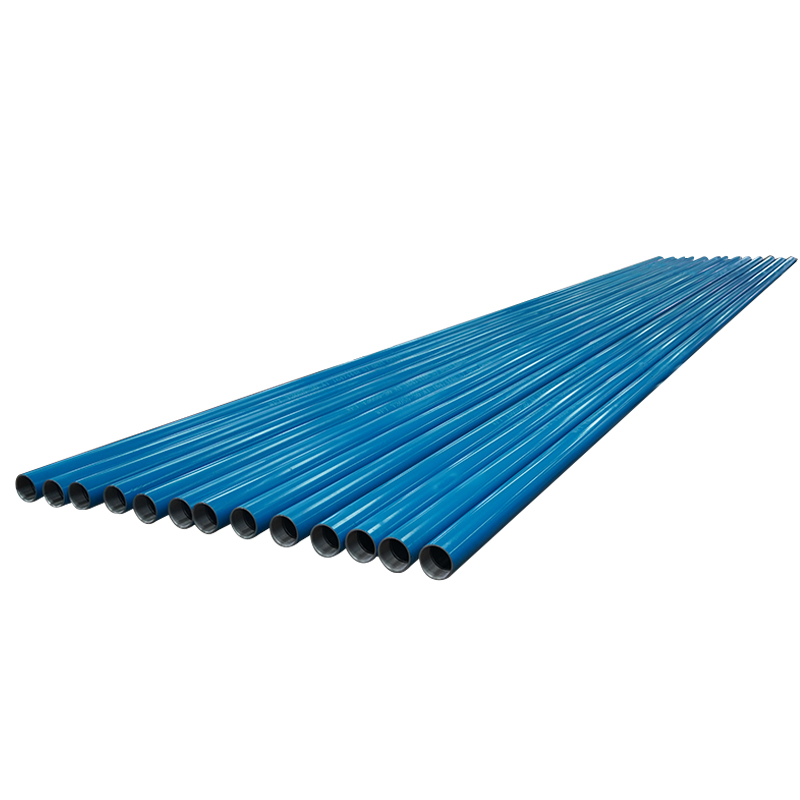
 Стальной хромированный насосный цилиндр
Стальной хромированный насосный цилиндр -
 Насос переменной производительности для вязкой нефти
Насос переменной производительности для вязкой нефти -
 Газозащитный штанговый насос
Газозащитный штанговый насос -
 Термонасос ударного действия
Термонасос ударного действия -
 Кольцевой штанговый насос
Кольцевой штанговый насос
Связанный поиск
Связанный поиск- Основные покупатели длинных плунжеров для сварки распылением
- Оптом забойный насос для сверхтяжелой нефти
- Штанговые насосы для нефтяных скважин
- Производители разъединителей
- Производители насосов с механическим открытием штока
- Установка штанговых насосов тройного действия с большим рабочим объемом
- Центрирующий штанговый насос для контроля песка
- Основные покупатели тонкоскважинных насосов
- Дешево штанговый насос с механическим верхним уплотнением
- Поставщики штанговых насосов для нефтяных нагнетательных скважин