+86-13052798822




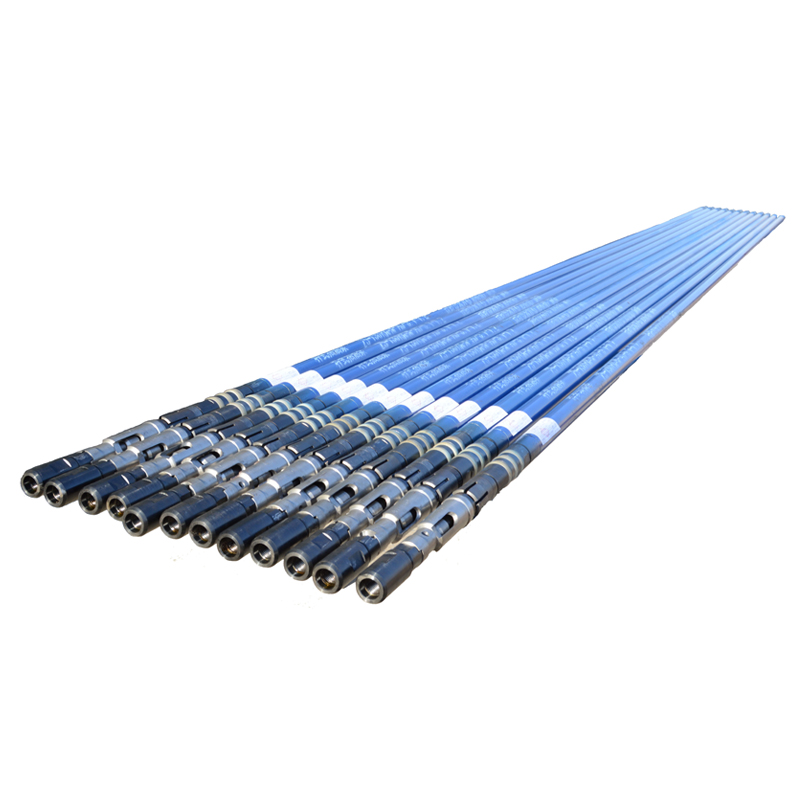
Оптом стандартный центратор штанг
Когда слышишь ?оптом стандартный центратор штанг?, первое, что приходит в голову многим закупщикам — это просто расходник, железка, которую можно брать любую, лишь бы подходила по диаметру. И в этом кроется главная ошибка. Потому что если центратор — это просто ?железка?, то почему после его установки на некоторых скважинах штанговая колонна начинает плясать, а насосный шток изнашивается в разы быстрее? Дело не в стандарте, а в том, что стоит за этим стандартом: геометрия, материал, и, что самое важное, понимание условий работы. Я сам долгое время считал, что разница минимальна, пока не столкнулся с партией, где износ протекторов был катастрофическим. Оказалось, не все ?стандартные? центраторы одинаково полезны, даже если по чертежу они — близнецы.
Что скрывается за ?стандартом?: опыт vs. бумага
Стандарт — это хорошо. ГОСТ, ТУ, они задают рамки. Но в поле работают не рамки, а конкретное изделие. Возьмем, к примеру, тот самый центратор. По бумагам — наружный диаметр, внутренний, ширина, материал — всё сошлось. Но при монтаже выясняется, что ребра жесткости расположены так, что при спуске в искривленный ствол они цепляются за муфты. Или материал протекторов слишком жесткий, он не амортизирует, а просто трется о трубу, создавая вибрацию. Это не брак, это — неучтенные нюансы применения. После нескольких таких случаев мы начали требовать от поставщиков не просто сертификаты, а отчеты об испытаниях на износ в среде с песком. Это сразу отсеяло половину ?стандартных? предложений.
Здесь стоит сделать отступление про поставки оптом. Понятно, что цена за единицу падает. Но закупая крупную партию, ты автоматически берешь на себя риски. Если в партии в 500 штук обнаружится скрытый дефект литья (например, раковины в теле центратора), то менять придется все. И простои обойдутся дороже всей экономии. Поэтому теперь наш принцип: сначала тестовая партия, пусть даже маленькая, на реальной, не самой простой скважине. Потом — опт. Многие продавцы этого не любят, но это фильтр.
Кстати, о материалах протекторов. Резина — это не просто резина. Состав смеси, стойкость к маслу, температуре, абразиву — всё имеет значение. Видел варианты, где протектор после месяца работы в горячей скважине становился дубовым и крошился. И наоборот, слишком мягкий — быстро стирался. Идеал где-то посередине, и его нужно искать. Иногда помогает смена поставщика сырья у производителя. Мы как-то работали с заводом, который по нашей просьбе экспериментировал с разными полиуретановыми смесями, пока не получили приемлемый ресурс.
Практика монтажа: где ломаются теории
Всё, что написано в каталогах про установку центраторов с шагом 10-15 метров, — это теория для прямой скважины. В жизни ствол редко бывает идеальным. В зонах искривления интервал нужно сокращать, иначе эффект центрирования теряется. Был у нас случай на месторождении в Западной Сибири: поставили по схеме, начались проблемы с перегрузкой штанг. Пришлось спускать телеинклинометр, строить профиль и заново пересчитывать расстановку. Оказалось, в одном интервале нужно было поставить не три, а пять центраторов. После этого — тишина, работа стабилизировалась.
Еще один момент — совместимость с другими элементами колонны. Казалось бы, стандартный центратор штанг должен подходить к любым штангам. Но нет. Особенности формы замковой части (например, под ключ определенного размера) могут создавать помеху для свободного прохода центратора. Он будет цепляться, что недопустимо. Поэтому теперь в спецификации мы всегда указываем не только диаметр, но и тип муфт штанг, с которыми будем работать. Это мелочь, которая спасает от больших проблем на буровой.
И, конечно, человеческий фактор. Монтажники в спешке могут ?забыть? затянуть стопорное кольцо или поставить центратор не той стороной (да, у некоторых моделей есть направление). Результат — он сползает по штанге и собирается в кучу, создавая локальную точку повышенного износа. Бороться с этим можно только четким контролем и, как ни странно, простотой конструкции. Чем меньше деталей и действий требуется для монтажа, тем надежнее.
Выбор поставщика: доверие, а не только цена
Рынок наводнен предложениями, особенно из Азии. Цены привлекательные, но история с качеством, как лотерея. Здесь я могу сослаться на конкретный опыт работы с компанией ООО Телин Дуншэн Нефтегазовое Машиностроение. С ними мы столкнулись, когда искали стабильного производителя именно штангого оборудования, а не просто торговца. Их сайт rodpump.ru изначально производит впечатление солидного промышленника, а не перекупщика. То, что они основаны аж в 2000 году и являются утвержденным поставщиком для китайских нефтяных гигантов вроде CNPC и Sinopec, говорило о многом. Но теория — это одно.
На практике их стандартный центратор штанг мы тестировали почти полгода. Привлекло то, что они сами проектируют и производят, а значит, могут вносить изменения в конструкцию. Например, мы попросили увеличить радиус закругления на ребрах жесткости для лучшего прохода в сложных стволах. Через две недели получили обновленные чертежи на согласование. Это показатель гибкости. Для нас, как для тех, кто закупает оптом, важно иметь такого партнера, который может адаптировать свой ?стандарт? под наши реальные нужды, а не просто продать коробку с железками.
Качество литья и обработки у их продукции было на уровне. Не было облоя, раковин, геометрия выдерживалась. Но главное — протекторы. Резиновая смесь оказалась стойкой. На скважинах с высоким содержанием песка и агрессивной пластовой водой их центраторы показывали ресурс на 20-25% выше, чем у предыдущего поставщика. Это та самая экономия, которая считается не на цене за штуку, а на межремонтном периоде скважины. После этого тестового периода мы и перешли на оптовые закупки у них. Риски снизились, предсказуемость выросла.
Экономика вопроса: считать нужно до конца
Когда обсуждаешь закупку оптом, разговор всегда начинается с цены. ?Сколько стоит одна штука при заказе контейнера??. Это правильный вопрос, но не первый. Первый вопрос должен быть: ?Во что обойдется простой скважины из-за выхода из строя этого центратора??. Стоимость ОПЭ, выезд бригады, возможный ремонт штанг или НКТ — эти цифры на порядок выше. Поэтому дешевый центратор — это потенциально очень дорогое решение.
Внедряя продукцию от ООО Телин Дуншэн, мы изначально закладывали в бюджет более высокую удельную стоимость. Но при этом мы сократили статью ?непредвиденные ремонты? по вине оборудования. В итоге общая экономика по группе скважин стала положительной. Это к вопросу о том, что оптом стандартный центратор штанг — это не про сиюминутную выгоду, а про стратегию снижения совокупной стоимости владения. Нужно убедить в этом не только себя, но и бухгалтерию, что порой сложнее, чем спустить колонну в скважину.
Еще один финансовый аспект — логистика и хранение. Закупая крупную партию, нужно где-то это хранить, обеспечивать сохранность (резина не любит ультрафиолет и мороз). И здесь важно, чтобы упаковка была качественной. Картонные коробки, которые рвутся при первой же погрузке, — это кошмар. У того же поставщика упаковка была в прочных полипропиленовых мешках по 10-20 штук, с биркой. Мелочь? Нет, это тоже часть профессионального подхода, который говорит о внимании к деталям.
Вместо заключения: мысль по ходу дела
Так о чем это я? Ах да, об оптовой закупке стандартных центраторов. Если резюмировать наш опыт, то главный вывод такой: стандарт — это база, отправная точка. Но настоящая работа начинается после того, как ты принимаешь этот стандарт за данность. Нужно копать глубже: как он сделан, из чего, кем и с каким пониманием дела. Слепая вера в слово ?стандартный? приводит к поломкам, а слепая вера в низкую цену при заказе оптом — к еще большим убыткам.
Поиск поставщика вроде ООО Телин Дуншэн Нефтегазовое Машиностроение — это не про импортозамещение или работу с Китаем. Это про поиск партнера, который занимается именно машиностроением, а не торговлей. Который может, с одной стороны, обеспечить стабильное качество большой партии, а с другой — услышать и доработать продукт под нестандартные, но такие частые в нашей работе, условия.
В общем, если вернуться к началу, то ?оптом стандартный центратор штанг? — это задача не для закупщика, а для инженера. Нужно оценить не только спецификацию, но и физику работы, и экономику жизненного цикла. И только потом, с этими выводами, идти и обсуждать объемы и скидки. Иначе все эти оптовые закупки превращаются в склад проблем, а не решений. Проверено, увы, не только нами.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Горизонтальный насос с эластичным уплотнением
Горизонтальный насос с эластичным уплотнением -
 Клапанная клетка с твердым вкладышем
Клапанная клетка с твердым вкладышем -
 Стальной хромированный насосный цилиндр
Стальной хромированный насосный цилиндр -
 Стержневой насос
Стержневой насос -
 Термонасос ударного действия
Термонасос ударного действия -
 Цилиндр насоса
Цилиндр насоса -
 Гидравлический насос для вязкой нефти с обратной связью
Гидравлический насос для вязкой нефти с обратной связью -
 Передвижной цилиндровый песококонтролирующий насос
Передвижной цилиндровый песококонтролирующий насос -
 Газозащитный двухплунжерный насос со средним выпуском
Газозащитный двухплунжерный насос со средним выпуском -
 Центратор штанг скользящего типа
Центратор штанг скользящего типа -
 Металлизационный плунжер
Металлизационный плунжер -
 Специальный плунжер
Специальный плунжер
Связанный поиск
Связанный поиск- Цена скважинного насоса для сверхплотной закачки и извлечения нефти
- Дешевые длинные плунжерные анти песок насосы
- Китайские сепараторы для скважинных насосов
- Циркуляционные насосы для тяжелых нефтяных скважин в Китае
- Завод по производству двухплунжерных насосов
- Дешевые длинные плунжеры для сварки распылением
- Китайский сливной прибор подъемного типа
- Цена штангового насоса для косой скважины
- Оптом твердосплавная втулка для скважинного насоса
- Ведущий покупатель трубчатых насосов большого объема