+86-13052798822




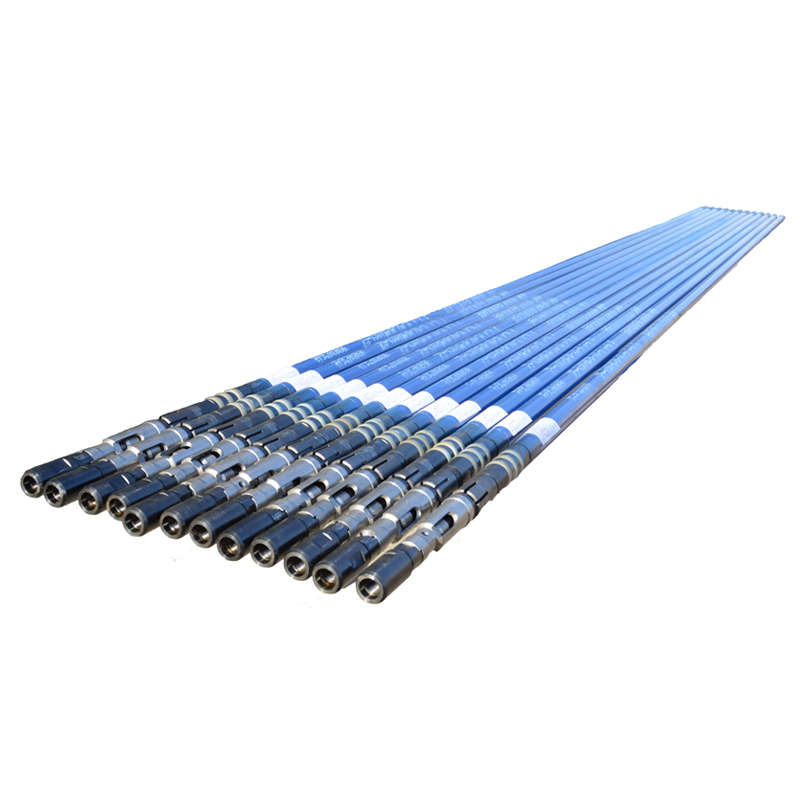
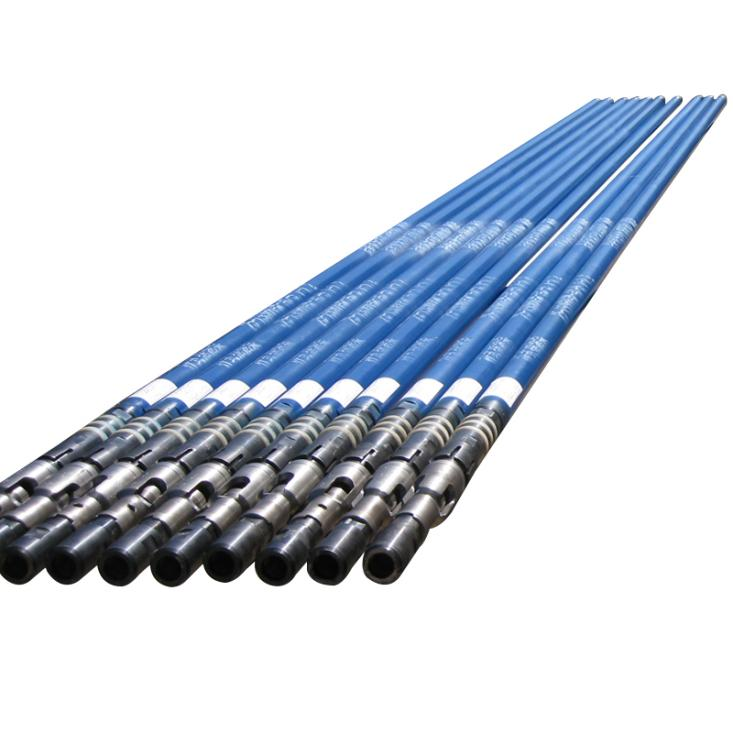
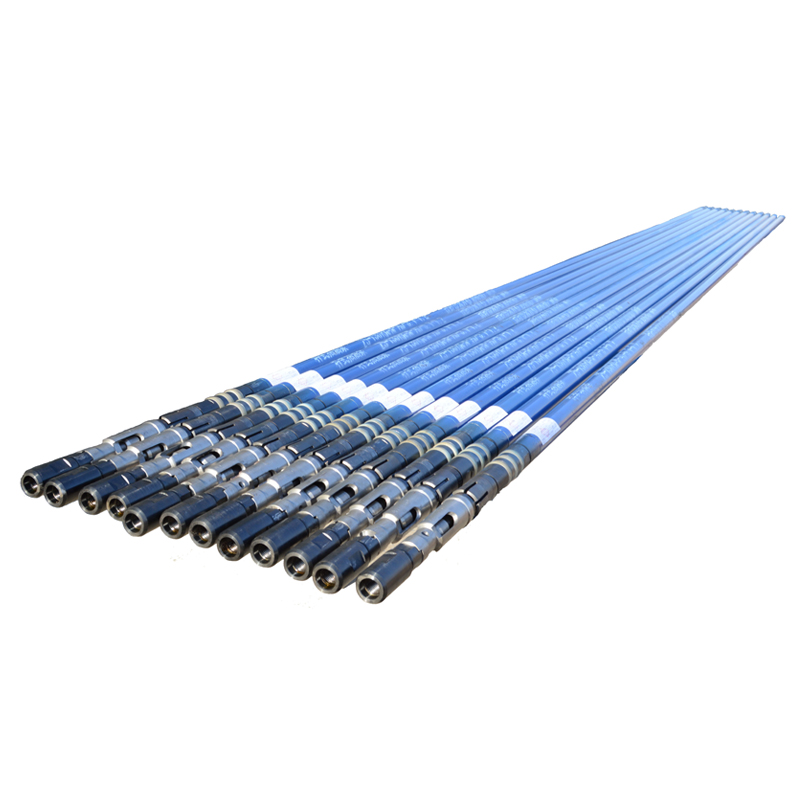
Оптом насосно-компрессорные штанги
Когда говорят ?оптом насосно-компрессорные штанги?, многие сразу представляют просто партию стальных стержней. Вот тут и кроется первый, и, пожалуй, самый распространённый просчёт. Дело не в тоннах металла, а в том, чтобы эта тонна стала работающим звеном в глубине скважины. Если штанги из партии хоть немного ?гуляют? по характеристикам, вся колонна работает на износ, и в итоге получаешь не добычу, а внеплановый ремонт. Сам через это проходил, когда пытались сэкономить на, казалось бы, стандартной поставке.
Где рождаются проблемы: от чертежа до спуска
Проблемы начинаются задолго до того, как штанги попадают на склад. Материал — это святое. Не просто ?сталь?, а конкретная марка с конкретными параметрами усталостной прочности. Видел, как на одной из старых скважин в Западной Сибири колонна стала ?играть? уже через полгода. Разбирались — оказалось, не выдержан химический состав в партии, отсюда и микротрещины пошли. Поставщик, конечно, отнекивался, мол, сертификаты все были. А на деле — брак.
Здесь как раз стоит упомянуть тех, кто подход понимает. Вот, например, ООО Телин Дуншэн Нефтегазовое Машиностроение. С ними столкнулся несколько лет назад, когда искал альтернативу для проекта с осложнёнными условиями. Их сайт rodpump.ru — это не просто витрина, там видно, что компания с 2000 года в теме, и что важно — они утверждённый поставщик для крупных игроков вроде КННК. Это не гарантия, но уже серьёзный знак. Их кейс по адаптации штанг под высокое содержание сероводорода тогда зацепил — потому что проблема знакомая, а готовых решений мало.
Но вернёмся к процессу. После материала идёт термообработка и накатка резьбы. Казалось бы, автоматика всё делает. Ан нет. Пережёг при закалке — и прощай, усталостная прочность. Резьба с микросмещением — и герметичность соединения под вопросом. Проверять каждую партию — обязательно. Не доверяй слепо сертификату, лучше сам выборочно проверить на твёрдость и на макроструктуру.
Логистика и хранение: тихий убийца качества
Допустим, штанги сделали идеально. А потом их погрузили как попало, повезли с нарушением креплений, и на складе они пролежали под открытым небом, покрываясь конденсатом. Всё, можно часть партии списывать. Коррозия начинается незаметно, особенно в зоне резьбового соединения. Упаковка должна быть не просто для галочки, а реально защищать. И складское хранение — это must. Помню историю с одним подрядчиком, который сэкономил на крытом складе, ссылаясь на временное хранение. Через месяц на контактных поверхностях резьбы уже были рыжие пятна. Приёмку, естественно, провалили.
Оптовая закупка — это всегда баланс между ценой за тонну и этими скрытыми рисками. Дешёвая партия может в итоге обойтись дороже из-за простоев. Нужно считать не стоимость штанг, а стоимость цикла их работы до первой поломки.
Именно поэтому в работе с такими компаниями, как ООО Телин Дуншэн, меня изначально привлекла не цена (она была конкурентной, но не самой низкой), а отлаженная логистика и чёткие условия по упаковке и сохранности. Они, как производитель, специализирующийся на полном цикле от проектирования до поставки, эту важность понимают. На их сайте rodpump.ru в описании компании это прямо указано — проектирование, разработка, производство и поставка. Для меня это значит, что они контролируют процесс дальше заводского цеха.
Подбор и адаптация: не бывает универсального решения
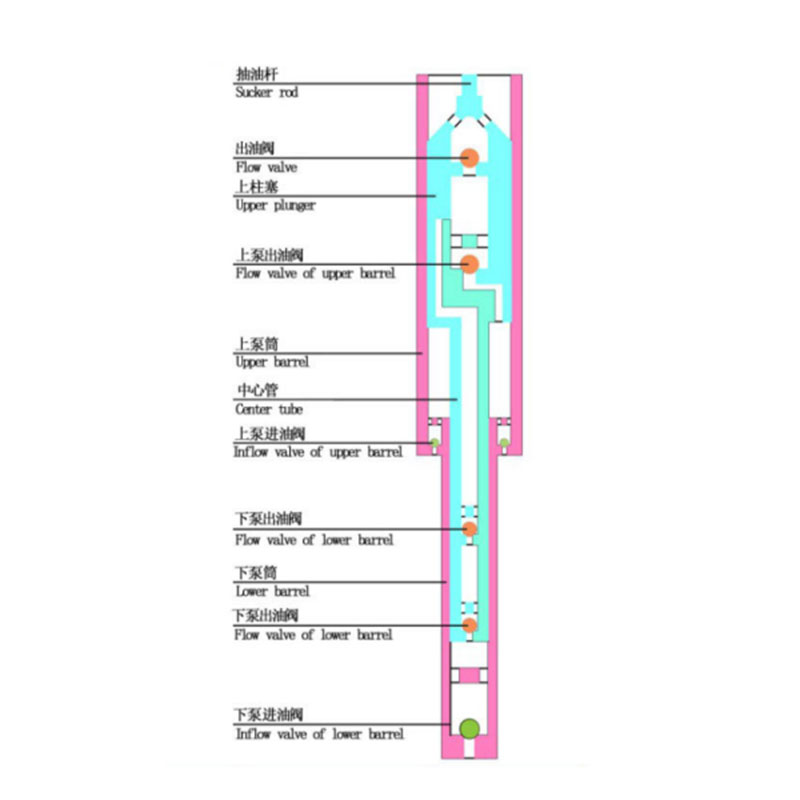
Ещё одна ошибка — думать, что можно взять одну удачную модель штанги и ставить её на все скважины региона. Глубина, дебит, свойства пластовой жидкости (та же агрессивная среда), искривление ствола — всё диктует свои условия. Насосно-компрессорные штанги — это часть системы штангового насоса, и она должна быть с ним в гармонии.
Был у нас опыт, когда на соседних кустах поставили одинаковые штанги. На одном всё хорошо, на другом — частые обрывы. Стали смотреть: оказалось, разная динамика уровня, разная нагрузка. Пришлось на проблемном кусте пересчитывать и менять на штанги с другим классом прочности. Универсализм здесь — враг.
В этом плане полезно, когда поставщик может не просто продать, а проконсультировать. Из описания ООО Телин Дуншэн Нефтегазовое Машиностроение видно, что они занимаются именно проектированием и разработкой. Это намекает на потенциальную возможность диалога по техническим параметрам, а не просто на отгрузку со склада. Для оптовой закупки под конкретный проект такой подход бесценен.
Контроль на месте: приёмка — это священнодействие
Никакие документы не заменят глаза и руки. Приёмка оптовой партии — это отдельная операция. Обязательно выборочно, но из разных мест партии: проверка геометрии, визуальный осмотр на трещины и следы коррозии, контроль резьбы калибрами. Особое внимание — маркировке. Она должна быть чёткой и соответствовать сопроводилке. Если маркировка стирается или её нет — это красный флаг.
Один раз пропустили мелкие забоины на конусной части резьбы. Смонтировали. Через два месяца — свищ на штанговой колонне. Разбирали, искали причину — всё упиралось в тот самый незначительный дефект, из-за которого соединение не село как надо. Теперь — никаких поблажек. Каждый дефект — браковка всей штанги.
Хороший производитель это понимает и не сопротивляется жёсткой приёмке. Наоборот, нормальная практика — когда в документах чётко прописаны условия и методы контроля. Это признак уверенности в своём продукте.
Итоги и выводы для себя
Так что, возвращаясь к теме оптом насосно-компрессорные штанги. Это не товарная позиция в каталоге. Это — ответственность. Ответственность поставщика за качество каждой единицы в партии, за её сохранность и соответствие заявленному. И ответственность того, кто закупает, — за грамотный подбор, жёсткий контроль и правильную эксплуатацию.
Работая с разными поставщиками, начинаешь ценить тех, кто смотрит на процесс системно. Как та же компания ООО Телин Дуншэн, которая позиционирует себя как производитель с полным циклом и поставщик для крупных нефтегазовых компаний. Это не просто слова в интернете на rodpump.ru, это определённый уровень обязательств, который они на себя берут. В нашем деле это дорогого стоит.
Главный урок — никогда не экономить на качестве и проверке. Потому что стоимость простоя скважины и работ по подъёму колонны всегда будет в разы выше той ?экономии?, которую сулит сомнительно дешёвая партия. Штанги должны работать, а не создавать проблемы. И задача профессионала — обеспечить именно это.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Стержневой насос
Стержневой насос -
 Дренажный клапан вытяжного типа
Дренажный клапан вытяжного типа -
 Специальный плунжер
Специальный плунжер -
 Латунный хромированный насосный цилиндр
Латунный хромированный насосный цилиндр -
 Штанговый насос типа стержень по API
Штанговый насос типа стержень по API -
 Насос с раздельной добычей и смешанным выводом
Насос с раздельной добычей и смешанным выводом -
 Насос переменной производительности для вязкой нефти
Насос переменной производительности для вязкой нефти -
 Цилиндрический центратор штанг
Цилиндрический центратор штанг -
 Горизонтальный насос с эластичным уплотнением
Горизонтальный насос с эластичным уплотнением -
 Вставной насос с принудительным открывающимся клапаном
Вставной насос с принудительным открывающимся клапаном -
 Штанговый насос типа труба по API
Штанговый насос типа труба по API -
 Насос с принудительным клапаном
Насос с принудительным клапаном
Связанный поиск
Связанный поиск- Оптом усиленно-запорный наклонный скважинный насос
- Крупнейшие покупатели трубчатых насосов API
- Прецизионная холоднокатаная насосная гильза
- Завод штанговых насосов для добычи нефти
- Китай вставной насос с клапаном принудительного открытия
- Дешевые API длинный плунжерный против песка насосы штанги всасывания
- Производители цилиндров для насосов с насосной штангой
- Ведущие покупатели плунжеров для штанговых насосов
- Насос для заводнения и добычи НДФ-65
- Китайское устройство для правки штока всасывающего устройства колонного типа