+86-13052798822




Оптом забойные плунжеры
Когда слышишь ?оптом забойные плунжеры?, многие сразу думают о цене за штуку и скидке за объём. Но если ты реально работал с насосами на скважинах, то понимаешь, что тут главное — не просто купить побольше, а чтобы вся эта партия выходила из строя примерно одинаково, предсказуемо. Иначе один плунжер сдаст через месяц, другой — через полгода, и вся экономия на опте летит к чёрту. Замена по одному — это простои, это бригада, это неучтённые затраты, которые съедают ту самую ?выгоду?.
Где кроется подвох в ?оптовом? качестве
Брал как-то крупную партию у одного поставщика, не буду называть. Технические условия вроде бы соблюдены, марка стали та же, обработка... Но на деле оказалось, что в одной партии микрогетерогенность структуры металла разная. Видимо, плавки разные смешали. Визуально — одинаковые, как близнецы. А в работе: часть начала показывать повышенный износ по гильзе уже после 40-50 тысяч циклов, а часть — держалась стабильно. Пришлось вести отдельный учёт по номерам, чуть ли не на каждую единицу. Это тот случай, когда ?опт? стал головной болью.
Отсюда и мой главный критерий для оптовых закупок: стабильность цикла производства у завода-изготовителя. Нужен не просто складской запас, а именно серийная партия, сделанная в один технологический цикл, из сырья одной плавки. Это снижает риски разброса в эксплуатационных свойствах. Сейчас, к примеру, присматриваюсь к продукции ООО Телин Дуншэн Нефтегазовое Машиностроение. Они вроде как работают с крупными китайскими нефтяными компаниями (КННК, Синопек), а это серьёзный фильтр по стабильности качества. Их сайт rodpump.ru показывает, что они с 2000 года в теме, специализируются именно на насосном оборудовании. Для меня это показатель глубины погружения, а не просто торговой конторы.
Ещё один нюанс — термообработка. Для забойных плунжеров это не просто ?закалка-отпуск?. Нужен точный баланс между поверхностной твёрдостью (чтобы сопротивляться абразиву) и вязкостью сердцевины (чтобы не было хрупкого разрушения при переменных нагрузках). В оптовой партии малейший сбой в печи — и у тебя целая группа брака. Поэтому важно понимать, как производитель контролирует этот процесс. Статистический контроль твёрдости по партии — хороший признак.
Практика: от заявленных характеристик до реального ствола скважины
Все паспорта пишут ?высокая износостойкость?. Но что за этим стоит? На наших месторождениях, где часто есть песок и высокое содержание парафина, износ идёт не только по диаметру, но и по уплотняющим поверхностям. Бывало, плунжер вроде бы в допуске, а герметичность уже падает из-за микрорисок. Поэтому для меня ключевой параметр — не только твёрдость, но и чистота поверхности после хонингования. Шероховатость Ra 0.2 и Ra 0.4 — это разница в месяцах работы.
Работал с партией, где заявленная шероховатость была в норме, но при детальном осмотре под лупой видна была неравномерность штриховки. Скорее всего, хонинговальные бруски вовремя не меняли. В итоге износ гильз ускорился. Теперь при приёмке любой, даже оптовой, партии выборочно смотрю не на один, а на несколько штук с разной глубины упаковки. И обязательно — торец и зону перехода. Часто брак маскируют именно там.
Кстати, про упаковку. Для оптовых забойных плунжеров это тоже важно. Видел, как их просто в ящик бросали, без консервации и сепараторов. При транспортировке бились друг о друга — появлялись забоины, которые потом становились очагами износа. Хороший производитель, такой как ООО Телин Дуншэн, судя по описанию их деятельности (проектирование, разработка, производство полного цикла), должен понимать важность сохранения геометрии и поверхности до момента запуска в скважину. Это вопрос культуры производства.
Сопряжение с гильзой: тот самый ?золотой? зазор
Вот тут многие ошибаются, заказывая плунжеры оптом без привязки к конкретным гильзам. Допуск на изготовление есть и у тех, и у других. Если взять плунжер из верхнего поля допуска и гильзу из нижнего — зазор может быть изначально великоват, производительность насоса упадёт. И наоборот — можно заклинить. Идеально — подбирать пары, но для опта это нереально.
Поэтому сейчас ищу производителей, которые могут гарантировать жёсткое соблюдение поля допуска в пределах одной партии. Чтобы все плунжеры в партии были максимально близки по фактическому размеру. Это позволяет с минимальным риском ставить их на гильзы, которые тоже идут от одного поставщика партией. На сайте rodpump.ru указано, что компания производит и скважинные инструменты, возможно, они держат в голове эту проблему сопрягаемости. Если они поставляют оптом забойные плунжеры как часть системы, то должны это контролировать.
Из личного опыта: однажды договорился на заводе о дополнительном контроле и сортировке партии плунжеров по фактическим размерам на три группы (ближе к верхнему, среднему и нижнему пределу допуска). Это добавило работы им и немного увеличило стоимость для меня, но зато позволило более точно распределять их по скважинам с известным состоянием гильз. Результат — снижение количества внеплановых остановок на тех скважинах почти на 15% за полгода.
Экономика не в цене за тонну, а в стоимости цикла
Вот к чему пришёл за годы. Считать надо не цену за штуку в каталоге, а полную стоимость владения партией. В неё входит: цена доставки (оптом часто выгоднее), ресурс (средняя наработка на отказ по партии), совместимость (снижение риска простоев) и даже утилизация. Иногда лучше заплатить на 10-15% больше, но быть уверенным, что вся партия отработает свой срок синхронно и её можно будет менять планово, а не аварийно.
Для крупных проектов или при обслуживании куста скважин это критически важно. Плановый ремонт всегда дешевле аварийного. Поэтому, рассматривая такого поставщика, как ООО Телин Дуншэн Нефтегазовое Машиностроение, я бы смотрел не только на сертификаты, но и попросил бы статистику или отзывы по наработке их плунжеров именно в оптовых поставках. Как ведёт себя партия в целом? Есть ли у них такие данные? Компания, которая является утверждённым поставщиком для крупных игроков, наверняка ведёт подобную аналитику.
Провальный опыт: как-то купил ?выгодные? оптовые забойные плунжеры. Ресурс в среднем оказался низким, но главное — разброс был огромным. В итоге график замен сбился, пришлось докупать мелкие партии у других, по высокой цене, чтобы закрыть ?дыры?. Общая стоимость проекта оказалась выше, чем если бы изначально взял дороже, но стабильнее. Урок усвоил.
Взгляд в сторону комплексных решений
Сейчас всё чаще думаю, что будущее за закупками не просто запчастей оптом, а за сотрудничеством с производителем, который видит всю цепочку. То есть, не просто продать мне 100 плунжеров, а понимать, под какие гильзы, для каких условий (обводнённость, пескопроявление, агрессивная среда) они пойдут. И предлагать модификации под эти условия в рамках оптового заказа.
Например, можно ли в оптовой партии сделать часть плунжеров с покрытием для условий с высоким содержанием CO2, а часть — с упрочнённой кромкой для абразива? Это уже не стандартный опт, а гибкое производство. Судя по тому, что ООО Телин Дуншэн занимается проектированием и разработкой, а не только копированием, у них может быть потенциал для такого диалога. Их статус поставщика для КННК говорит о том, что они умеют работать под специфические технические задания.
В итоге, мой подход к оптовым забойным плунжерам теперь строится на трёх китах: технологическая стабильность партии (однородность), прозрачность контроля качества производителем и экономика полного цикла, а не единичной покупки. Ищу не просто продавца, а партнёра по надёжности. Возможно, следующим шагом будет запрос тестовой партии у такого специализированного производителя, чтобы на своей практике проверить, как их декларируемая глубина производства (rodpump.ru говорит именно о полном цикле) translates в реальную стабильность каждой единицы в оптовой коробке. Это и будет главным тестом.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Насос с раздельной добычей и смешанным выводом
Насос с раздельной добычей и смешанным выводом -
 Цилиндрический центратор штанг
Цилиндрический центратор штанг -
 Передвижной цилиндровый песококонтролирующий насос
Передвижной цилиндровый песококонтролирующий насос -
 Горизонтальный насос с эластичным уплотнением
Горизонтальный насос с эластичным уплотнением -
 Дренажный клапан сбрасываемого типа
Дренажный клапан сбрасываемого типа -
 Отсоединитель
Отсоединитель -
 Насос для раздельной добычи
Насос для раздельной добычи -
 Насос для глубоких скважин
Насос для глубоких скважин -
 Насос переменной производительности для вязкой нефти
Насос переменной производительности для вязкой нефти -
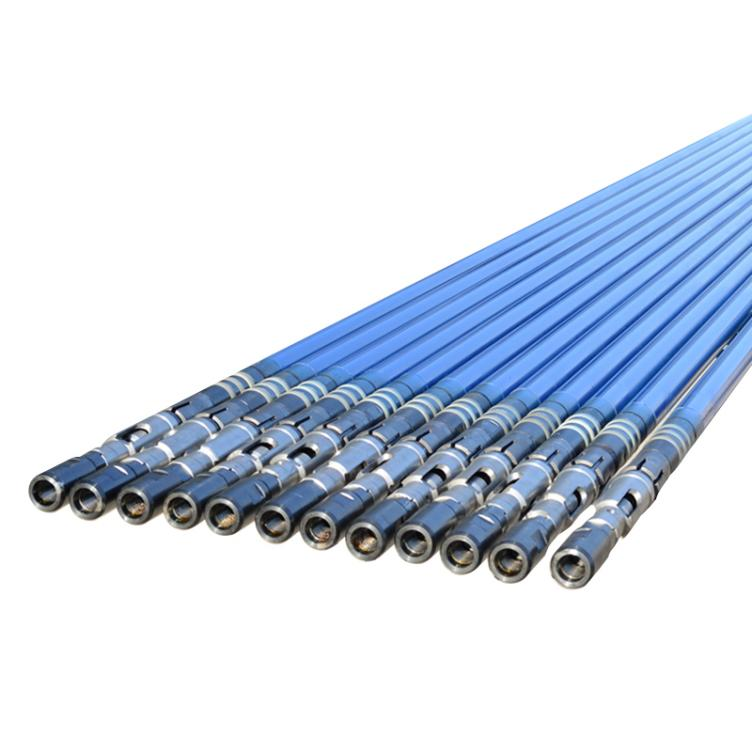
 Плунжер
Плунжер -
 Насос с принудительным клапаном
Насос с принудительным клапаном -
 Стержневой насос
Стержневой насос
Связанный поиск
Связанный поиск- Оптом гидравлический дренажный ниппель для нкт
- Механически герметизированный сверху штанговый насос
- Дешевые Высокий газ перехватчик скважинные насосы
- Установки для напыления металлических плунжеров с пазами
- Китайские длинноплунжерные противовоздушные и противопесочные скважинные насосы
- Ведущий покупатель скважинных насосов с высоким уровнем газоперехвата
- Установки для принудительных штоковых насосов
- Оптом гидравлический дренаж нкт для нефтепромыслов
- Оптом api насос для штанговой эксплуатации
- Дешевые Металл распылением сварки слот плунжер