+86-13052798822




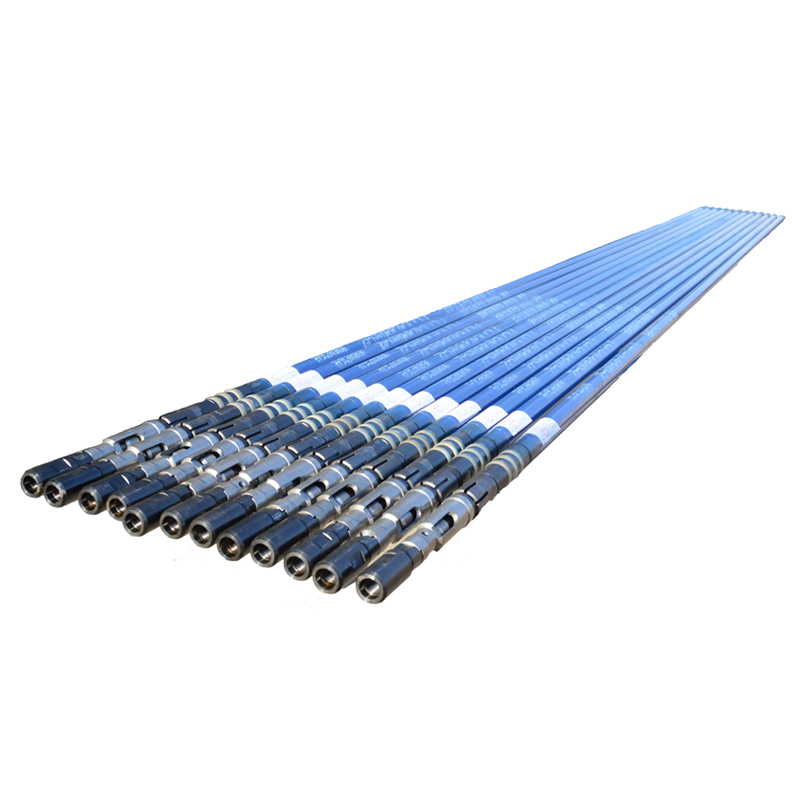
Оптом длинный ремолтинговый напыленный плунжер
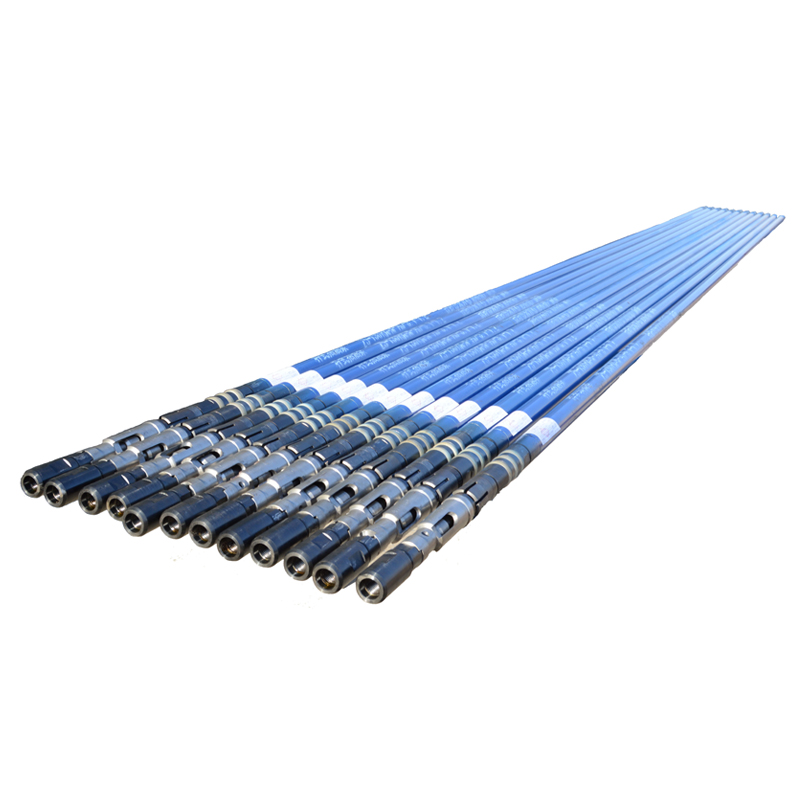
Когда слышишь ?оптом длинный ремолтинговый напыленный плунжер?, многие сразу думают о цене за штуку и длине. Но если ты реально работал с ними в скважинах, понимаешь, что ключевое — не метраж, а то, как этот напыл ведёт себя после ремолтинга на длинной заготовке. Частая ошибка — считать, что любой восстановленный плунжер с напылением одинаково надёжен. На деле, если процесс контроля после механической обработки хромать будет, хоть трижды ремолтингуй — в работе нагрянут проблемы.
Ремолтинг: не просто проточка, а восстановление геометрии
Вот смотрю я на эти длинные плунжеры, которые к нам приходят на восстановление. Иногда видно, что предыдущая обработка была… как бы помягче, небрежной. Особенно на соединениях. Ремолтинг — это не просто снять слой и заново напылить. Нужно сначала выверить ось по всей длине, особенно для длинный ремолтинговый напыленный плунжер, которые идут на глубокие скважины. Если этого не сделать, биение даже в пару соток после напыления даст ускоренный износ сальников и цилиндра.
У нас был случай, партия в 50 штук. Заказчик требовал срочно, цех немного схалтурил на контроле геометрии перед напылением. Вроде бы всё в допусках. Но после полугода работы в поле — повышенный расход, шум в установке. Разбирались — оказалось, микроскопическое отклонение по оси на середине длины, которое при динамической нагрузке давало эффект ?побочного? трения. Пришлось отзывать, переделывать. Убытки, конечно, но урок на всю жизнь: для длинных плунжеров контроль геометрии после механической обработки перед напылкой — святое.
Именно поэтому в спецификациях для оптом длинный ремолтинговый напыленный плунжер мы всегда отдельным пунктом прописываем не только твёрдость напыления и толщину слоя, но и максимально допустимое биение по всей рабочей длине после финишной шлифовки. Без этого даже самый качественный хром в напылении не спасёт.
Напыление: какой хром и как он ложится
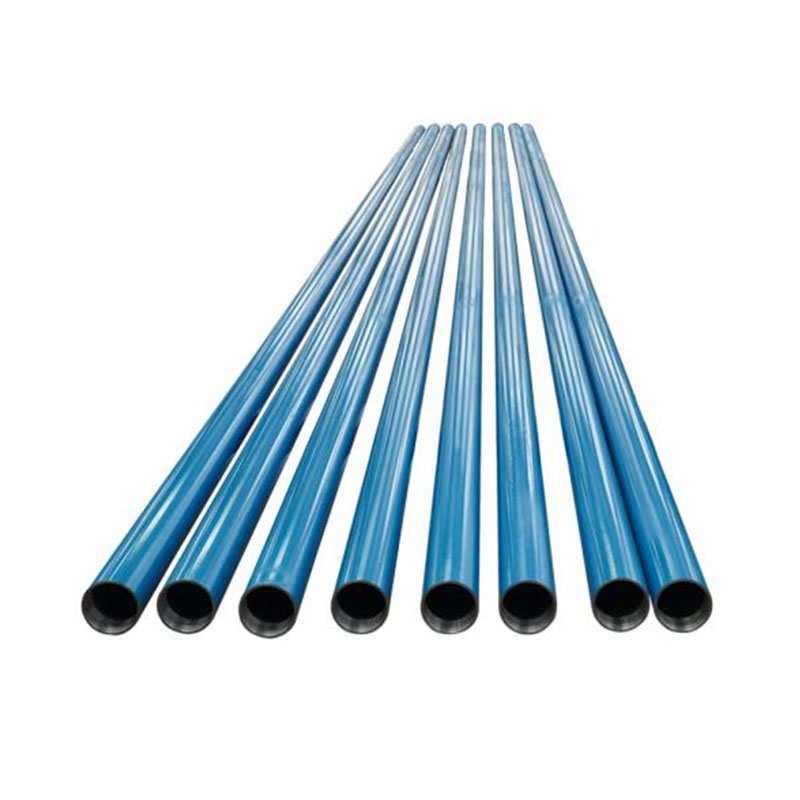
Тут тоже много мифов. ?Напыленный? — звучит солидно. Но напыл напылу рознь. Для длинных плунжеров критична не просто твёрдость, а структура покрытия, его адгезия к основе после ремолтинга и, что важно, способ нанесения. Электролитический хром — классика, но если его наносить на плохо подготовленную поверхность (масло, микротрещины не протравлены), он может со временем отслоиться пластами.
Мы экспериментировали с разными составами и технологиями. Например, пробовали для партии ремолтинговый напыленный плунжер комбинированное покрытие — сначала гальванический слой с высокой адгезией, потом более твёрдый электролитический. Цель — повысить износостойкость в условиях абразива. Результат в лаборатории был отличный. Но в поле, на одной из скважин с высоким содержанием песка, покрытие показало себя неоднозначно: износ снизился, но при локальных ударах появились сколы. Вывод — для агрессивных сред нужен не просто твёрдый, но и достаточно пластичный слой, либо нужно серьёзно дорабатывать технологию подготовки поверхности.
Сейчас для стандартных заказов мы остановились на проверенной технологии многослойного электролитического хромирования с термообработкой между слоями. Это даёт стабильный результат. А для особых условий вместе с технологами, например, из ООО Телин Дуншэн Нефтегазовое Машиностроение (их сайт — rodpump.ru), обсуждаем индивидуальные решения. Они как производитель с 2000 года часто имеют свои наработки по совместимости материалов, что полезно.
Практика закупок оптом: на что смотреть кроме цены
Закупка оптом длинный ремолтинговый напыленный плунжер — это всегда баланс между бюджетом и ресурсом. Когда покупаешь партией, кажется, что главное — договориться о скидке. Но дешевле — не всегда экономичнее. Важна полная история изделия: сколько раз оно уже ремолтинговалось, какая была исходная сталь, в каких условиях работало.
Однажды взяли крупную партию по привлекательной цене у нового поставщика. Плунжеры выглядели отлично, сертификаты были. Но в паспортах не было указано, что это уже второе или третье восстановление. После первого же сезона часть плунжеров показала аномально высокий износ. При вскрытии оказалось, что ресурс металла основы был почти исчерпан, и напыл держался на ?честном слове?. С тех пор мы всегда требуем не только сертификат на покрытие, но и по возможности данные о количестве циклов восстановления и ультразвуковом контроле основы на предмет усталостных трещин.
Для регулярных оптовых поставок надёжнее работать с проверенными производителями, которые ведут полный учёт истории детали. Как, к примеру, ООО Телин Дуншэн Нефтегазовое Машиностроение — будучи утверждённым поставщиком для крупных нефтегазовых компаний, они обычно выстраивают чёткую систему отслеживания параметров, что для длинных плунжеров критически важно.
Логистика и хранение: неочевидные сложности длинномеров
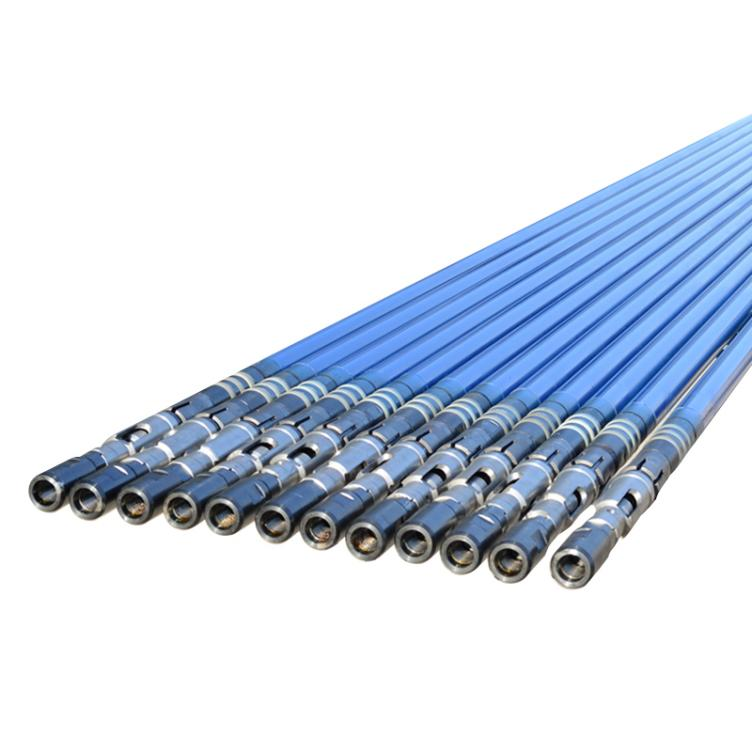
Казалось бы, что тут сложного? Привезли, положили на склад. Но с длинными плунжерами, особенно после точной шлифовки и напыления, всё иначе. Неправильное хранение — навалом, без поддержки по длине — может привести к так называемой ?остаточной деформации?. Плунжер внешне прямой, а внутри напряжения, которые под нагрузкой в скважине проявятся.
У нас на складе для таких позиций сделаны специальные стеллажи с частыми опорами. И транспортировка — отдельная тема. Жёсткое крепление в контейнере, защита от вибрации. Помню, получили партию, в которой несколько штук были упакованы небрежно. При приёмке биение было в норме, но после месяца хранения в наших условиях одна единица ?поплыла?. Видимо, напряжение от ударов в дороге проявилось позже.
Это тот момент, который часто упускают при заказе оптом длинный ремолтинговый напыленный плунжер. В договор стоит включать не только техусловия на продукт, но и условия его упаковки и транспортировки. Мелочь, которая сбережёт нервы и деньги.
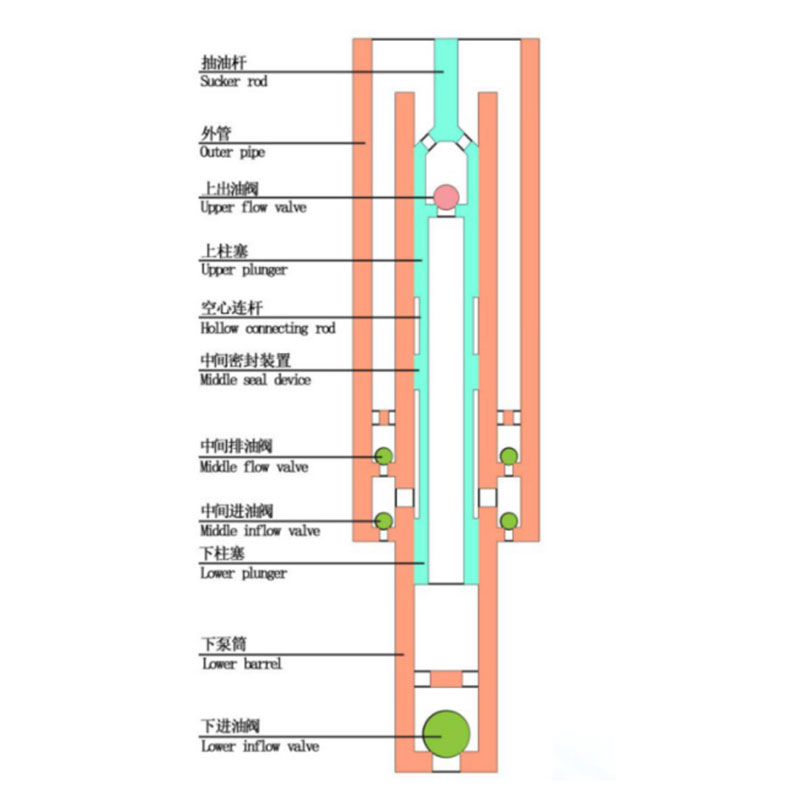
Взаимодействие с цилиндрами: система, а не деталь
И последнее, о чём хочу сказать. Часто плунжер рассматривают как самостоятельную единицу. Но его работа — это всегда пара ?плунжер-цилиндр?. Можно идеально сделать длинный ремолтинговый напыленный плунжер, но если он будет работать в цилиндре с другой степенью износа или, не дай бог, с другим классом чистоты поверхности, ресурс пары резко упадёт.
Поэтому наши технологи при подборе или заказе плунжеров всегда запрашивают данные по цилиндрам: диаметр, износ, материал. Иногда есть смысл заказывать плунжеры с небольшим запасом по диаметру под конкретный изношенный цилиндр, чтобы сразу получить нужный зазор. Это особенно актуально при оптовых закупках для ремонта группы скважин.
Здесь опыт крупных производителей оборудования, которые видят всю цепочку, бесценен. На их сайтах, как у rodpump.ru, часто можно найти технические рекомендации именно по подбору пар, что очень помогает в планировании закупок. Их профиль — проектирование и производство насосного оборудования — означает, что они смотрят на узел в сборе, а не на отдельную деталь.
В общем, тема оптом длинный ремолтинговый напыленный плунжер — это не простая строка в спецификации. Это комплекс: контроль геометрии, технология напыления, история детали, логистика и работа в паре. Когда все эти звенья учтены, закупка партией становится не просто выгодной сделкой, а инвестицией в стабильную работу оборудования. А это, в конечном счёте, и есть главная экономия.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Клапанный кожух с твердой наплавкой
Клапанный кожух с твердой наплавкой -
 Однотрубный насос для паронагнетания
Однотрубный насос для паронагнетания -
 Дренажный клапан вытяжного типа
Дренажный клапан вытяжного типа -
 Термонасос ударного действия
Термонасос ударного действия -
 Насос переменной производительности для вязкой нефти
Насос переменной производительности для вязкой нефти -
 Стержневой насос
Стержневой насос -
 Трехдействующий тандемный насос
Трехдействующий тандемный насос -
 Дренажный клапан сбрасываемого типа
Дренажный клапан сбрасываемого типа -
 Длинноплунжерный песокозащитный насос
Длинноплунжерный песокозащитный насос -
 Насос для раздельной добычи
Насос для раздельной добычи -
 Длинный металлизационный плунжер
Длинный металлизационный плунжер -
 Штанговый насос типа труба по API
Штанговый насос типа труба по API
Связанный поиск
Связанный поиск- Производители стандартных штанговых насосов
- Оптом насос для послойной добычи
- Китай плунжер для штангового насоса
- Ведущий покупатель стандартных штанговых насосов
- Оптом специальный штанговый насос для песка и газа в тяжелых нефтяных скважинах
- Китай забойный насос для сверхтяжелой нефти
- Китайские вставные насосы с принудительным открытием клапана
- Ведущий покупатель насосов с насосной штангой
- Оптом центратор штанг для нефтяных и газовых скважин
- Китайские двухплунжерные насосы для толстых нефтяных скважин