+86-13052798822




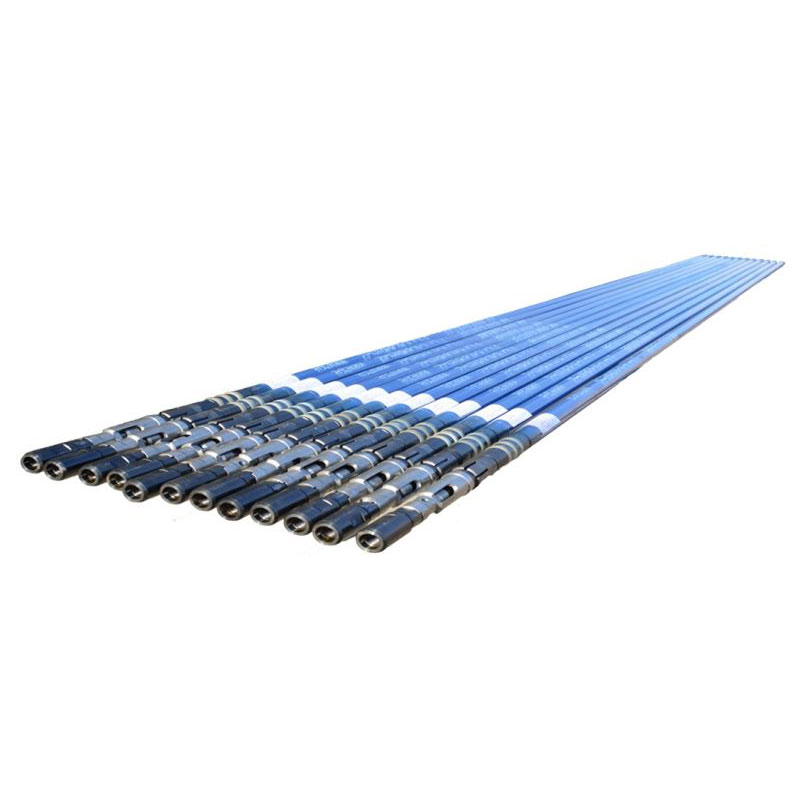
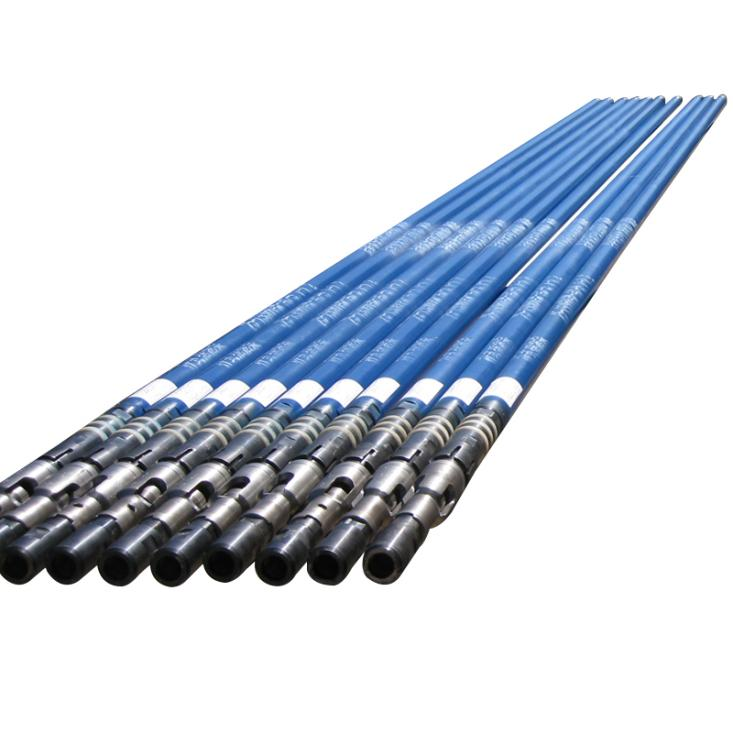
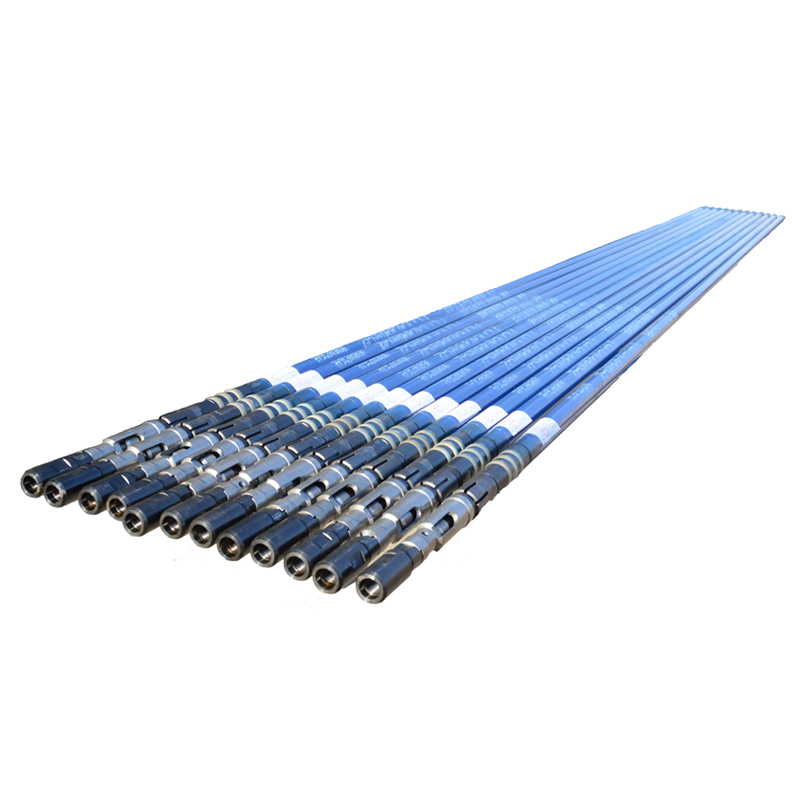
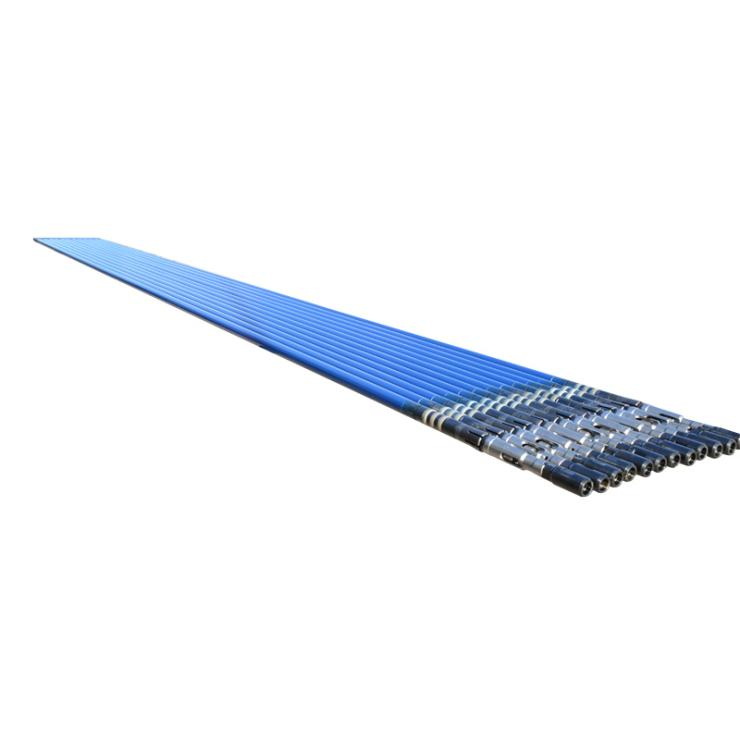
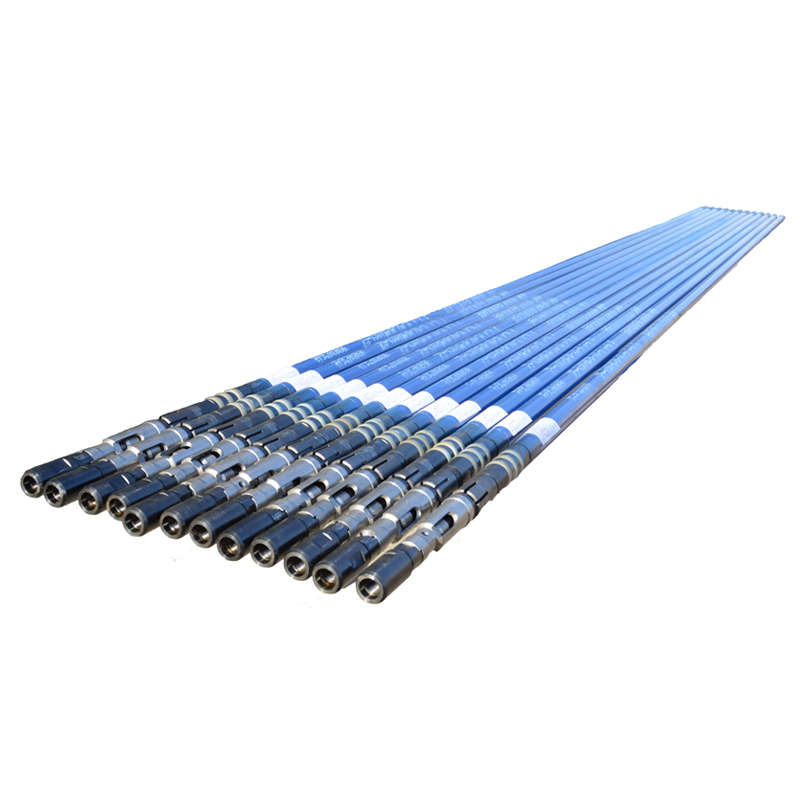
Оптом длинный плунжер с металлическим напылением
Когда слышишь ?оптом длинный плунжер с металлическим напылением?, первое, что приходит в голову многим закупщикам — это просто цена за штуку и толщина покрытия. Но если ты хоть раз сталкивался с отказом насоса на скважине из-за преждевременного износа именно рабочей пары, понимаешь, что тут кроется масса нюансов, которые в каталогах часто не пишут. Сам через это проходил, когда искал надежного поставщика для месторождений с осложненными условиями — высокой минерализацией среды и абразивом. Многие обещают ?стойкое напыление?, а на деле — отслоение через три месяца. Вот о таких подводных камнях и хочу порассуждать.
Почему именно металлическое напыление, а не просто хромирование?
Тут все упирается в ресурс. Классическое гальваническое хромирование, конечно, дает прирост твердости, но у него есть фундаментальная проблема — адгезия. Слой наращивается электрохимически, и его сцепление с основным металлом плунжера неидеально. В условиях знакопеременных нагрузок и вибраций в глубинной штанговой насосной установке такое покрытие может начать отслаиваться кусками. А это уже не просто износ, это катастрофа для цилиндра и мгновенный простой.
Металлическое напыление, если говорить о качественном процессе вроде плазменного или HVOF-нанесения, — это принципиально иная история. Порошок (часто на основе карбидов вольфрама или кобальта) разгоняется и буквально вплавляется в поверхность, создавая не просто слой, а переходную зону. Прочность сцепления на порядок выше. Но и здесь есть своя ?кухня?: критически важны подготовка поверхности, контроль температуры в процессе, чтобы не возникло отпуска металла основы, и, конечно, финишная обработка до нужного класса шероховатости. Без этого даже самое твердое покрытие не будет работать.
В свое время мы пробовали работать с разными вариантами. Был опыт, когда сэкономили на предварительной пескоструйной обработке — поставщик убедил, что и так сойдет. В итоге партия длинных плунжеров с, казалось бы, хорошим напылением начала ?сыпаться? уже на обкатке. Причина — микроостатки окалины на поверхности основы. Урок был дорогой, но показательный: технологическая дисциплина у производителя важнее громких названий процессов.
Длинный плунжер: скрытые сложности в, казалось бы, простом изделии
Само понятие ?длинный? — уже вызов. Когда речь идет об изделиях длиной 4,5, а то и 6 метров, проблема прямизны и отсутствия остаточных напряжений после термообработки и напыления выходит на первый план. Плунжер, который имеет даже незначительный ?банан?, создает неравномерный зазор в цилиндре, ведет к локальному перегреву и ускоренному износу. Проверка на поверочной плите — обязательный пункт приемки, о котором почему-то часто забывают, гонясь за толщиной покрытия.
Еще один момент — балансировка. Особенно критично для высокооборотных скважин. Несбалансированный длинный плунжер вызывает вибрации, которые ?убивают? не только саму пару трения, но и сальники, подвеску. Хороший производитель всегда проводит хотя бы статическую балансировку. Мы, например, после одного случая с разрушением клапанной коробки из-за сильной вибрации, теперь этот параметр всегда запрашиваем в протоколах испытаний.
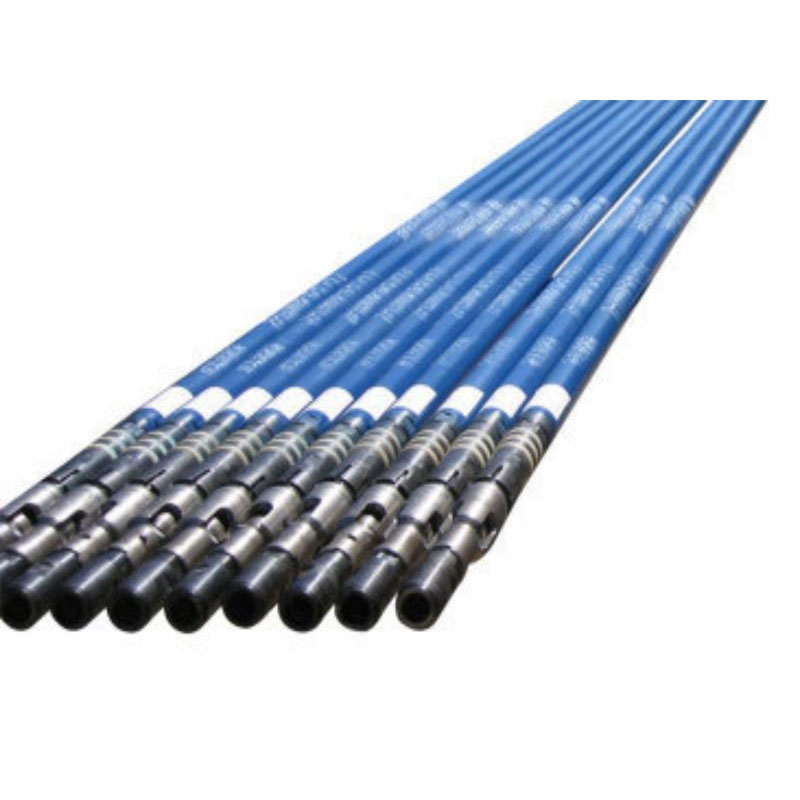
И конечно, резьбовые соединения. На длинном плунжере их минимум две. Места под резьбу не напыляются, и здесь возникает риск коррозионного растрескивания. Качественный производитель обязательно предусматривает на этих участках дополнительную защиту — специальные покрытия или упрочняющую обработку. Видел, как у ООО Телин Дуншэн Нефтегазовое Машиностроение в спецификациях к своим плунжерам это всегда четко прописано, с указанием типа защитного состава. Это как раз говорит о внимании к деталям.
Критерии выбора поставщика: не только сертификаты, но и ?кухня?
Официальный статус поставщика для КННК или Синопек — это, безусловно, важный знак. Но это гарантия скорее системы менеджмента качества, а не применимости конкретной партии под твои условия. Мой подход — всегда запрашивать не общие каталоги, а технические отчеты по аналогичным проектам. Где именно работали их плунжеры? Какая была обводненность, содержание песка, сероводорода? Реальный наработанный ресурс до ремонта?
Очень рекомендую, если есть возможность, посетить производство. Не презентационную зону, а цех напыления и механической обработки. Чистота, состояние оборудования, контроль на промежуточных операциях — все это говорит больше любых слов. Например, висит ли график ежедневного контроля температуры и влажности в цехе напыления? От этого напрямую зависит качество адгезии. Завалены ли заготовки прямо на бетонном полу или есть кондукторы? Это вопрос сохранения прямизны.
Сайт rodpump.ru компании ООО Телин Дуншэн в этом плане информативен — видно, что акцент сделан именно на технологиях производства и контроле. Но я всегда иду дальше и прошу предоставить видеоотчет по упаковке. Казалось бы, мелочь. Но как много проблем рождается из-за неправильной упаковки и транспортировки длинномеров! Концы должны быть защищены, а сам плунжер надежно зафиксирован от прогиба в транзите.
Опыт внедрения и типичные ошибки при эксплуатации
Допустим, ты купил отличные плунжеры с металлическим напылением. История на этом не заканчивается, а только начинается. Самая частая ошибка — игнорирование требований к приработке. Даже самое идеальное покрытие требует плавного выхода на режим. Нужен щадящий режим в первые десятки часов для формирования стабильного микрорельефа. Многие бригады, стремясь быстрее выйти на плановую добычу, этим пренебрегают, а потом жалуются на преждевременный износ.
Вторая проблема — несовместимость с промывочной жидкостью. Была история, когда мы использовали ингибитор коррозии на одной основе, а в покрытии плунжеров от другого поставщика был связующий компонент, который с этим ингибитором вступал в реакцию. Результат — размягчение поверхностного слоя. Теперь у нас в ТУ всегда пункт о химической стойкости покрытия к конкретным реагентам месторождения. И это нужно согласовывать с производителем заранее.
И, наконец, контроль в процессе работы. Регулярный анализ продуктов износа в промывочной жидкости — лучший диагностический инструмент. Резкое повышение содержания частиц карбида вольфрама (если напыление именно на его основе) — тревожный звонок. Значит, покрытие активно разрушается, и нужно искать причину: перегруз, несоосность, химическая агрессия. Без такого мониторинга ты просто меняешь плунжеры, не понимая корня проблемы.
Резюме: на что смотреть при заказе оптом
Итак, если подводить неформальный итог. Заказывая оптом длинный плунжер с металлическим напылением, не зацикливайся только на цене и толщине слоя. Составь чек-лист: 1) Технология напыления и детали процесса (подготовка, нанесение, обработка). 2) Контроль геометрии (прямизна, шероховатость) и балансировки. 3) Защита непокрытых участков (резьбы). 4) Адаптация покрытия под твои конкретные условия (среда, реагенты). 5) Протоколы испытаний на аналогичных проектах, а лучше — возможность пообщаться с технологом производителя.
Работа с проверенными компаниями, которые сами проектируют и производят оборудование, как ООО Телин Дуншэн Нефтегазовое Машиностроение, имеющее опыт с 2000 года, часто снимает часть головной боли. У них, как правило, налажена не просто сборка, а полный цикл, включая собственные лаборатории для контроля покрытий. Это видно по тому, как они отвечают на узкотехнические вопросы — не маркетинговыми фразами, а ссылками на стандарты, параметры режимов, результаты тестов.
В конечном счете, надежный плунжер — это не просто изделие, это страховка от многотысячных убытков за простой скважины. И экономить тут нужно не на закупочной стоимости, а на общих затратах за цикл жизни. Правильно подобранная пара с качественным металлическим напылением отработает в разы дольше, окупив все первоначальные вложения и избавив от внеплановых ремонтов. Главное — вникнуть в детали и выбрать партнера, который говорит с тобой на одном техническом языке.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Центратор штанг скользящего типа
Центратор штанг скользящего типа -
 Специальный плунжер
Специальный плунжер -
 Стержневой насос
Стержневой насос -
 Клапанная клетка с твердым вкладышем
Клапанная клетка с твердым вкладышем -
 Дренажный клапан вытяжного типа
Дренажный клапан вытяжного типа -
 Штанговый насос типа труба по API
Штанговый насос типа труба по API -
 Длинноплунжерный песокозащитный насос
Длинноплунжерный песокозащитный насос -
 Трехдействующий тандемный насос
Трехдействующий тандемный насос -
 Цилиндрический центратор штанг
Цилиндрический центратор штанг -
 Термонасос ударного действия
Термонасос ударного действия -
 Клапанный кожух с твердой наплавкой
Клапанный кожух с твердой наплавкой -
 Насос переменной производительности для вязкой нефти
Насос переменной производительности для вязкой нефти
Связанный поиск
Связанный поиск- Дешево вставной штанговый насос
- Прецизионная холоднокатаная насосная гильза
- Дешево api насос для эксплуатации нкт
- Штанговый насос для высоковязкой нефти
- Китай штанговый насос с эластичным уплотнением
- Китайские смесительные насосы с раздельным корпусом Слоистые насосы для регенерации нефти
- Оптом направляющий центратор штанг
- Китай штанговый винтовой насос
- Производители гидравлических дренажных муфт для нефтяных месторождений
- Оптом инструмент для газонефтяных скважинных клапанов