+86-13052798822




Оптом большой штанговый насос для термореанимации паром
Когда слышишь ?оптом большой штанговый насос для термореанимации паром?, первое, что приходит в голову многим — это просто мощный агрегат для закачки пара. Но здесь кроется главный подводный камень: речь идет не о стандартной паровой инжекции, а о комплексном процессе термореанимации высоковязких пластов, где насос — лишь одно, хотя и критичное, звено. Часто заказчики, особенно те, кто только начинает осваивать методы термовоздействия, фокусируются на дебите или давлении, упуская из виду совместимость материалов с длительным воздействием высокотемпературного насыщенного пара и циклическими термическими нагрузками. Именно на этом этапе обычно случаются первые неудачи — поломки плунжерных пар, коррозия цилиндров, закоксовывание.
Что на самом деле значит ?большой? и ?для термореанимации?
В контексте закупки оптом параметр ?большой? — это не просто габариты. Это, в первую очередь, большой ход плунжера и большой диаметр цилиндра, рассчитанные на работу с разогретой жидкостью, где вязкость падает, но возрастает риск кавитации и ударных нагрузок. Конструкция должна быть адаптирована под длительную работу при температурах 250-300°C и выше. Обычный штанговый насос, даже усиленный, здесь долго не проживет — нужны специальные сплавы для гильз, особые уплотнения, система компенсации теплового расширения.
Я помню один проект на старом месторождении в Западной Сибири, где пытались использовать модернизированные стандартные насосы. Через три месяца кампании пришлось останавливать всю кустовую площадку — вышли из строя почти все плунжерные пары из-за неравномерного износа, вызванного именно перепадами температур при циклической подаче пара. Оказалось, что материал не был рассчитан на такие условия. После этого стали глубже смотреть на спецификации и искать производителей, которые изначально закладывают в расчеты параметры термореанимации.
В этом плане интересен опыт работы с продукцией от ООО Телин Дуншэн Нефтегазовое Машиностроение. Они не просто продают насосы, а предлагают решения под конкретные параметры пара и пласта. На их сайте rodpump.ru видно, что компания, основанная в 2000 году, специализируется именно на нефтепромысловом оборудовании и является утверждённым поставщиком для крупных игроков. Это важный сигнал: их инженеры, скорее всего, сталкивались с запросами на термореанимацию и понимают физику процесса.
Ключевые узлы и материалы: на чем нельзя экономить при оптовой закупке
Закупая оборудование оптом, соблазн снизить стоимость за счет упрощения конструкции или материалов огромен. Но в случае с большим штанговым насосом для термореанимации это путь к катастрофе. Три элемента требуют максимального внимания: гильза цилиндра, плунжерная пара и нагнетательный клапан.
Гильза из обычного закалённого чугуна не подойдет. Нужна легированная сталь с высоким содержанием хрома и никеля, устойчивая к термоциклической усталости. Плунжерная пара — это вообще сердце. Здесь часто используют пару ?твердый сплав — износостойкое покрытие?, но для пара с примесями и возможным конденсатом лучше себя показывает пара из нитрида титана или аналогичных материалов. Клапан должен быть не просто прочным, а ?отзывчивым? к работе с горячей средой, где меняются плотность и текучесть.
На одном из месторождений в Коми мы тестировали несколько моделей. Насосы с более простой парой показывали резкое падение КПД уже после 1000 часов работы, в то время как варианты с правильно подобранными материалами сохраняли стабильность. Разница в цене за единицу была существенной, но при оптовом расчете на весь срок службы скважины экономия на материалах привела бы к многократным затратам на частые подземные ремонты.
Логистика и адаптация: почему ?оптом? — это не только про цену
Покупка оптом — это стратегическое решение для оснащения куста скважин или целого месторождения. Но здесь возникает практический вопрос: все скважины идентичны? Как правило, нет. Глубина, угол отклонения, состав пластовой жидкости — все это варьируется. Поэтому закупка партии абсолютно одинаковых насосов может быть ошибкой.
Нужна не просто поставка, а гибкая конфигурация. Хороший производитель, такой как ООО Телин Дуншэн, способен в рамках оптового заказа предложить несколько модификаций под разные условия в пределах одного месторождения. Это касается длины хода, типа подвески, исполнения цилиндра. На их сайте указана специализация на проектировании и разработке, что намекает на возможность кастомизации, а не только на типовое производство.
Внедряя систему термореанимации, мы однажды столкнулись с проблемой: насосы, идеально работавшие на вертикальных скважинах, быстро выходили из строя на наклонно-направленных. Проблема была в неравномерном износе штанг и направляющих. Пришлось срочно искать производителя, который мог оперативно доработать конструкцию подвески для наших условий. Теперь при планировании закупок мы всегда заранее оговариваем возможность таких доработок.
Интеграция в технологический цикл: насос — это не остров
Большой штанговый насос для закачки пара не работает сам по себе. Его эффективность напрямую зависит от работы парогенератора, системы подготовки воды, контроллера. Частая ошибка — выбрать насос, а потом пытаться ?подогнать? под него остальное оборудование. Нужно исходить из общего технологического регламента.
Например, если парогенератор выдает пар с колебаниями давления, насос должен иметь запас прочности и, желательно, систему сглаживания гидроударов. Если в паре есть риск попадания капель конденсата (а он есть почти всегда), это влияет на выбор материала и конструкцию клапанной группы. Об этом редко пишут в каталогах, но об этом должен знать поставщик.
Изучая предложение на rodpump.ru, видно, что компания производит широкий спектр нефтепромыслового оборудования. Это косвенно говорит о том, что их инженеры могут рассматривать насос как часть системы, а не как изолированное изделие. Для оптового покупателя такая комплексность взгляда — большой плюс, так как позволяет обсуждать не просто поставку железа, а технические решения под конкретную схему термореанимации.
Оценка эффективности и долгосрочные риски
После запуска системы главный вопрос — как оценить, что насосы работают правильно? Дебит — показатель вторичный. Первичные — это мониторинг вибрации (признак кавитации или износа), регулярный анализ продуктивного флюида на предмет примесей металла (сигнал об износе цилиндра), контроль температуры корпуса насоса.
Мы вели журналы отказов по каждой модели. Для насосов, не предназначенных специально для термовоздействия, средняя наработка на отказ была в 2-3 раза ниже. Основные причины: разрушение уплотнений, задиры на плунжере, поломки клапанов из-за термоудара. Специализированные же модели, где эти риски были учтены на этапе проектирования, показывали стабильную работу.
Вывод для тех, кто рассматривает оптовую закупку большого штангового насоса для термореанимации паром, прост: это инвестиция в долгосрочную и стабильную работу проекта. Экономия на начальном этапе за счет менее подготовленного оборудования почти гарантированно выльется в многократные затраты на ремонты и простой. Выбор в пользу проверенного производителя, который, как ООО Телин Дуншэн, имеет статус утверждённого поставщика для крупных нефтяных компаний и предлагает не просто продукт, а инженерное решение, в конечном счете, окупается. Главное — четко сформулировать все параметры рабочей среды и требований к долговечности еще на стадии технического задания.
Соответствующая продукция
Соответствующая продукция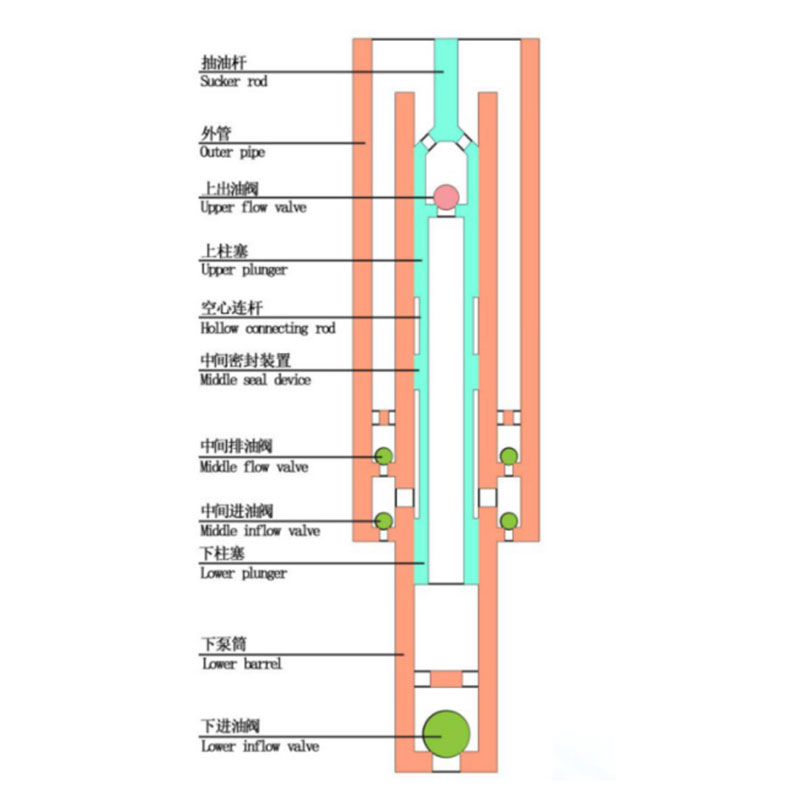



Самые продаваемые продукты
Самые продаваемые продукты-
 Длинный металлизационный плунжер
Длинный металлизационный плунжер -
 Цилиндрический центратор штанг
Цилиндрический центратор штанг -
 Вставной насос с принудительным открывающимся клапаном
Вставной насос с принудительным открывающимся клапаном -
 Латунный хромированный насосный цилиндр
Латунный хромированный насосный цилиндр -
 Дренажный клапан вытяжного типа
Дренажный клапан вытяжного типа -
 Передвижной цилиндровый песококонтролирующий насос
Передвижной цилиндровый песококонтролирующий насос -
 Клапанная клетка с твердым вкладышем
Клапанная клетка с твердым вкладышем -
 Насос для наклонных скважин с усиленным запиранием
Насос для наклонных скважин с усиленным запиранием -
 Штанговый насос типа стержень по API
Штанговый насос типа стержень по API -
 Насос с раздельной добычей и смешанным выводом
Насос с раздельной добычей и смешанным выводом -
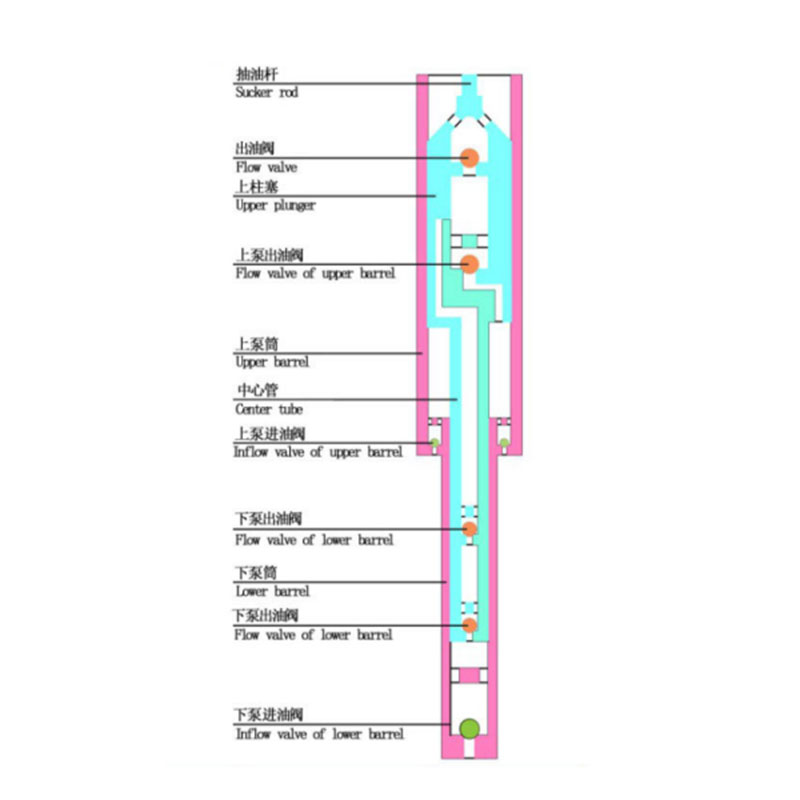
 Однотрубный насос для паронагнетания
Однотрубный насос для паронагнетания -
 Центратор штанг скользящего типа
Центратор штанг скользящего типа
Связанный поиск
Связанный поиск- Оптом высокотемпературный штанговый насос для тяжелой нефти
- Центробежные двухплунжерные насосы для откачки антигаза Двухплунжерные насосы для нагнетательных скважин Основные страны-покупатели
- Поставщики насосов для добычи горячей нефти типа Bump
- Цены на инъекционные насосы
- Оптом забойный штанговый насос
- Производитель скважинных насосов из нержавеющей стали
- Китайские насосы для перекачки густой нефти с гидравлической обратной связью
- Китай api штанговый насос
- Штанговый насос с гидравлической обратной связью
- Штанговый насос с переменным рабочим объемом