+86-13052798822




Китай хромированный латунный цилиндр для штангового насоса
Когда слышишь про китайский хромированный латунный цилиндр для штангового насоса, первая мысль у многих — ?дешёвая альтернатива?. И это главная ошибка. За годы работы с оборудованием для добычи, особенно с поставками из Китая, понял: тут нельзя мыслить категориями ?дорого-дешево?. Речь идёт о специфическом компромиссе материалов, обработки и условий эксплуатации. Латунь, хромирование, китайское производство — каждое слово тут требует расшифровки, потому что на рынке полно образцов, которые не выдерживают и полугода в наших условиях, а некоторые, на удивление, показывают себя лучше ?проверенных? марок. Попробую разложить по полочкам, исходя из того, что видел сам, а не из каталогов.
Почему именно латунь и хромирование? Неочевидные нюансы
Казалось бы, всё просто: латунь — для коррозионной стойкости, хромирование — для твёрдости и износостойкости рабочей поверхности. Но в случае с штангoвым насосом начинаются тонкости. Латунь — это не один сплав. Китайские производители часто используют свои марки, близкие к ЛС59-1, но с корректировкой по свинцу и алюминию для лучшей обрабатываемости на их станках. Проблема в том, что если сплав ?перемягчён?, цилиндр может начать ?плыть? под нагрузкой, особенно в высокодебитных скважинах. Видел такие случаи — внутренний диаметр терял геометрию не из-за износа, а из-за микродеформаций.
Хромирование — отдельная история. Толщина слоя, пористость, адгезия к основе. Идеальное глянцевое покрытие в магазине может оказаться хрупким. Критически важна подготовка поверхности латуни перед хромированием. Если техпроцесс упрощён (а это частая история при агрессивном ценообразовании), покрытие со временем отслаивается чешуйками, что моментально убивает и плунжер, и сам цилиндр. Проверял образцы от разных поставщиков — у некоторых на срезе под микроскопом виден был зазор между основой и хромом. Это брак, который в полевых условиях не определить.
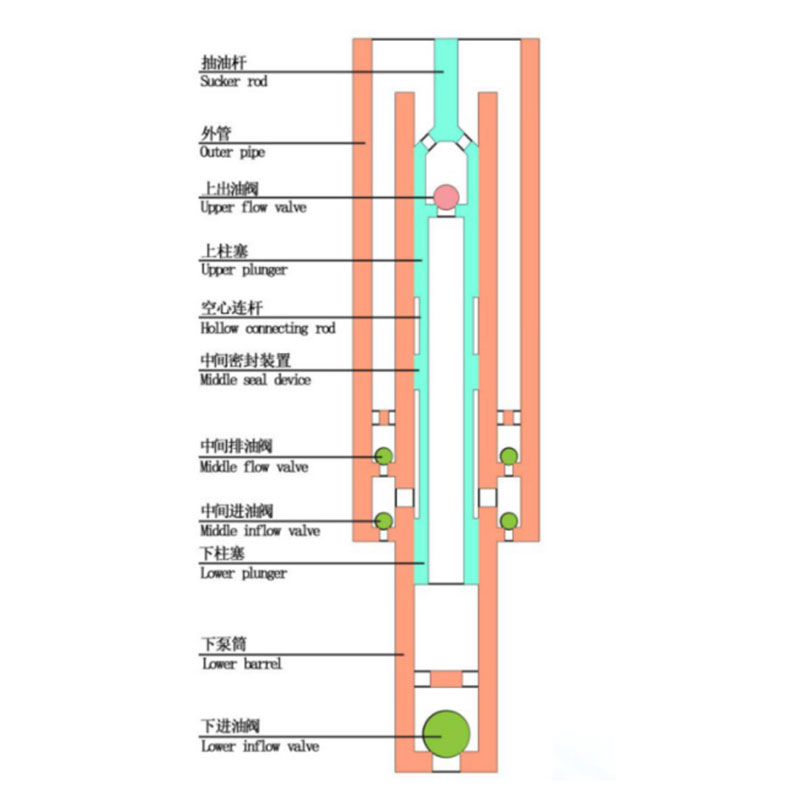
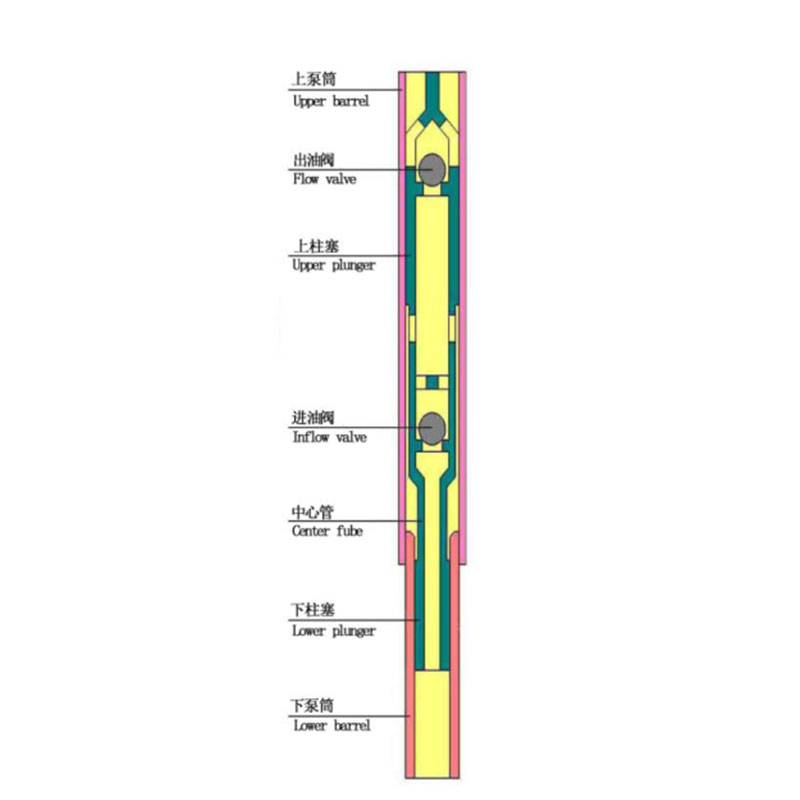
И главный нюанс — сочетание материалов. Латунная гильза с хромированной внутренней поверхностью работает в паре со стальным плунжером. Коэффициент трения, тепловое расширение — всё это должно быть просчитано. Китайские инженеры часто оптимизируют конструкцию под свои, более ?мягкие? режимы работы. В наших условиях, с возможными песчаными пробками и перепадами температур, это может стать слабым звеном.
Китайский производитель: доверять или проверять? Опыт с конкретной компанией
Здесь нельзя всех под одну гребёнку. Есть кустарные цеха, а есть серьёзные заводы с полным циклом и, что важно, с допусками на поставки крупным государственным корпорациям. В своё время я плотно изучал компанию ООО Телин Дуншэн Нефтегазовое Машиностроение (их сайт — rodpump.ru). Они позиционируются как основанный в 2000 году ведущий производитель насосной продукции, утверждённый поставщик для КННК, Sinopec и Weatherford. Это важный маркер.
Когда запрашиваешь у них хромированный латунный цилиндр, они первым делом спрашивают параметры скважины: минерализацию воды, содержание H2S, CO2, пескопроявление. Это хороший знак — значит, понимают, что продукт нужно подбирать. В их материалах встречал ссылки на использование латуни марки CuZn40Al, что, в принципе, адекватно для агрессивных сред. Но теория — это одно.
Заказывали у них пробную партию цилиндров для насосов НГН. Пришли с документами, где были указаны и толщина хромового слоя (от 0.12 мм), и твёрдость (не менее 800 HV). Визуально — качество обработки внутренней поверхности было на уровне, заусенцев нет. Но ключевым стал полевой тест. Один цилиндр, например, отработал на скважине с высокой обводнённостью и умеренным содержанием сероводорода около 14 месяцев, что для ?бюджетного? варианта очень неплохо. Другой, попавший в скважину с явным пескопроявлением, начал показывать повышенный износ уже через 4 месяца. Вывод: продукт ООО Телин Дуншэн вполне жизнеспособен, но не универсален. Его нужно применять с умом, точно оценивая условия. Их сила — в чётком соответствии заявленным спецификациям, а не в чудесах.
Типичные ошибки при подборе и эксплуатации
Самая распространённая — игнорирование химического состава пластовой жидкости. Латунь, хотя и стойка ко многим средам, может страдать от обесцинкования в определённых водах. Был случай, когда цилиндр из якобы стойкого сплава за полгода приобрёл розоватый оттенок и стал хрупким — это классическое обесцинкование. Производитель, конечно, сказал, что мы превысили заявленные концентрации хлоридов. С тех пор всегда требуем паспорт с указанием стойкости сплава к конкретным агентам.
Вторая ошибка — несоответствие допусков. Китайские станки иногда выдают стабильное, но другое качество обработки. Заказывали цилиндры, где внутренний диаметр по всей длине гулял в пределах допуска, но этот допуск был на грани верхнего предела для нашего плунжера. В итоге — повышенная утечка, падение КПД насоса. Пришлось сортировать и подбирать плунжеры уже на месте. Теперь в ТЗ жёстко прописываем не просто ГОСТовский диапазон, а желаемый средний диаметр с узким полем отклонения.
И третье — монтаж. Кажется, что там сложного? Но часто бригады, привыкшие к стальным цилиндрам, неаккуратно работают с латунными. Поставили с перекосом, ударили при запрессовке в корпус насоса — появляются микротрещины или нарушается геометрия. Латунь менее прочна на изгиб. Обязательно нужно инструктировать персонал. Один раз списали абсолютно исправный цилиндр из-за повреждения резьбы при установке — сорвали гранями ключа.
Экономический смысл: когда это действительно выгодно?
Рассуждения о цене должны быть привязаны к месту применения. Китайский хромированный латунный цилиндр — это не продукт для всех скважин подряд. Его ниша — скважины с коррозионно-активной средой, но без абразивного износа как доминирующего фактора, и где стоимость полного комплекта штанг и насоса не является критически высокой. Если менять дорогой импортный насос в сборе каждые два года — это одно. А если есть возможность заменить только цилиндр за меньшие деньги и продлить жизнь установки ещё на год-полтора — это уже существенная экономика.
На примере продукции с сайта rodpump.ru: их цилиндры часто поставляются как запчасть для ремонта. И это логично. Полная замена насоса на новый, особенно от западного производителя, может быть в 5-7 раз дороже, чем замена гильзы цилиндра на латунную хромированную от того же ООО Телин Дуншэн. Для месторождений с большим парком устаревшего или изношенного оборудования такой подход даёт вторую жизнь фонду скважин без колоссальных капвложений.
Но выгода исчезает, если не учитывать логистику и простой. Если цилиндр выходит из строя через 4 месяца, а ждать новый из Китая 60 дней, все сэкономленные средства съедает недобыча. Поэтому важно либо создавать страховой запас, либо работать с поставщиком, который имеет налаженные каналы и склады в регионе. Упомянутая компания, судя по их активности, это понимает и предлагает различные варианты поставок.
Взгляд вперёд: что может измениться?
Материаловедение не стоит на месте. Вижу, что некоторые китайские производители экспериментируют с многослойными покрытиями: сначала никель, потом хром, или с добавлением карбидов в хромовый слой для повышения стойкости к абразиву. Для латунной основы это сложно, но возможно. Если такие технологии станут массовыми и доступными, ниша латунных цилиндров для штанговых насосов может расшириться.
Другой тренд — цифровизация заказа и сопровождения. В идеале хотелось бы не просто получить цилиндр в коробке, а иметь доступ к его цифровому паспорту: данные о контроле качества на каждом этапе, результаты испытаний на конкретную химическую стойкость. Это повысило бы доверие и точность подбора. Крупные игроки, такие как ООО Телин Дуншэн Нефтегазовое Машиностроение, имеющие статус утверждённого поставщика, скорее всего, движутся в этом направении, чтобы конкурировать не только ценой, но и прозрачностью.
В итоге, возвращаясь к началу. Китайский хромированный латунный цилиндр — это специфический, но абсолютно валидный инструмент в арсенале инженера по добыче. Его нельзя бояться или отвергать сходу, но и нельзя брать, не вникнув в детали. Успех зависит от триады: грамотный выбор производителя с проверенной репутацией (как в случае с компанией, о которой шла речь), тщательный анализ условий эксплуатации и чёткое техническое задание. Это не панацея, но часто — очень разумный компромисс.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Стальной хромированный насосный цилиндр
Стальной хромированный насосный цилиндр -
 Центратор штанг скользящего типа
Центратор штанг скользящего типа -
 Гидравлический насос для вязкой нефти с обратной связью
Гидравлический насос для вязкой нефти с обратной связью -
 Вставной насос с принудительным открывающимся клапаном
Вставной насос с принудительным открывающимся клапаном -
 Цилиндрический центратор штанг
Цилиндрический центратор штанг -
 Горизонтальный насос с эластичным уплотнением
Горизонтальный насос с эластичным уплотнением -
 Кольцевой штанговый насос
Кольцевой штанговый насос -
 Передвижной цилиндровый песококонтролирующий насос
Передвижной цилиндровый песококонтролирующий насос -
 Стержневой насос
Стержневой насос -
 Термонасос ударного действия
Термонасос ударного действия -
 Трубный насос
Трубный насос -
 Насос переменной производительности для вязкой нефти
Насос переменной производительности для вязкой нефти
Связанный поиск
Связанный поиск- Оптом цилиндр нефтяного насоса
- Комплект пускового инструмента для штангового насоса
- Китай забойный насос для добычи тяжелой нефти
- Оптом установки штанговых скважинных насосов
- Оптом втулки для забойных насосов
- Оптом центратор штанг с осевым стержнем
- Типы дешевых насосов с насосной штангой
- Оптом штанговый насос с длинным плунжером против песка
- Дешевые механические насосы с верхним уплотнением
- Установки для штоковых насосов с механическим открытием клапана