+86-13052798822




Китай невставной штанговый насос
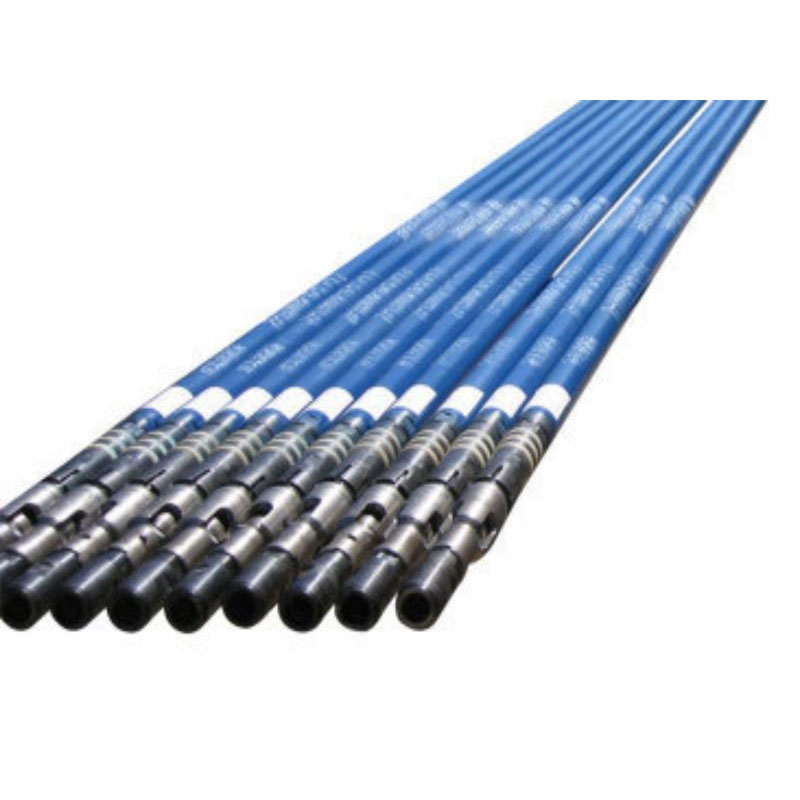
Когда говорят про китай невставной штанговый насос, у многих сразу возникает образ чего-то дешёвого и сомнительного. Я и сам долго так думал, пока не столкнулся с партией оборудования от ООО Телин Дуншэн Нефтегазовое Машиностроение на одном из старых месторождений в Западной Сибири. Это был не просто насос, а целая история о том, как предубеждения разбиваются о реальные цифры наработки на отказ.
От предубеждений к первым контактам
Идея опробовать китайское оборудование тогда казалась авантюрой. Все мы привыкли к определённым, проверенным временем схемам. Но бюджет был сжат, а скважины — не самые простые, с осложнёнными условиями. Решили рискнуть, выбрав в качестве пробной партии именно невставные штанговые насосы. Ключевым аргументом стал тот факт, что производитель, ООО Телин Дуншэн, является утверждённым поставщиком для КННК и Синопек. Это не пустые слова — такой статус обязывает к жёсткому контролю качества.
Первое, что удивило, — детальная техническая документация. Не просто каталог с картинками, а полноценные расчёты по посадкам, допускам, рекомендации по подбору под конкретный дебит и глубину. Видно, что инженеры мыслят теми же категориями, что и мы в поле. Это был первый сигнал, что продукция может быть серьёзной.
Однако скепсис оставался. Главный вопрос был в материале и термообработке плунжерных пар. В паспортах указывалась сталь 38ХМЮА с азотированием, но как это реализовано на практике? Решили провести свой, кустарный тест на твёрдость. Результаты оказались сопоставимы с нашими привычными образцами, а в чём-то даже лучше по равномерности слоя.
Эксплуатация в 'поле': неожиданности и подводные камни
Монтаж первых единиц прошёл без сюрпризов. Резьбы садились чётко, без перекосов. Но настоящая проверка началась через месяц непрерывной работы. На одной из скважин с высоким содержанием песка мы ожидали быстрого износа цилиндра. К нашему удивлению, китайский невставной насос показал себя устойчивее. Позже, при разборке, стало ясно почему: обработка внутренней поверхности цилиндра была не просто шлифовкой, а имела следы хонингования с определённой схемой рисок, что улучшало смазку и удержание частиц, предотвращая задиры.
Но не всё было идеально. На другой скважине, с высоким газовым фактором, столкнулись с проблемой нестабильной работы. Насос 'захлёбывался'. Стали разбираться. Оказалось, что конструкция стандартного канала отвода газа для наших конкретных условий была неоптимальна. Это был наш просчёт при подборе, а не дефект оборудования. Пришлось консультироваться напрямую с техотделом https://www.rodpump.ru. Они оперативно прислали модифицированные чертежи узла, и после небольшой доработки ситуация нормализовалась. Этот момент многого стоит — готовность поддержки к диалогу.
Ещё один важный нюанс — совместимость с штангами. Использовали наши, отечественные. Посадка на конус была плотной, но при первых спусках чувствовалась некоторая 'жесткость'. Опасались срыва резьбы. Проблема решилась тщательной очисткой и применением именно той смазки, которую рекомендовал производитель, а не той, к которой мы привыкли. Мелочь, но именно из таких мелочей складывается общая картина надёжности.
Сравнительная экономика: не только цена за единицу
Да, первоначальная стоимость насоса от ООО Телин Дуншэн Нефтегазовое Машиностроение была привлекательной. Но мы изначально смотрели не на неё, а на стоимость цикла. Включая долговечность, простоту ремонта в полевых условиях и доступность запчастей. Вот здесь проявились сильные стороны.
Например, ремонтопригодность. Конструкция невставного штангового насоса позволяла при износе цилиндра заменять не весь узел, а только его внутреннюю гильзу. Это существенная экономия и времени, и денег. На складе стало возможно держать не целые насосы, а ремонтные комплекты, что разгрузило логистику.
Был и негативный опыт, который тоже входит в экономику. Одна партия плунжеров дала повышенный износ за короткий срок. При анализе выяснилось, что это была не стандартная продукция, а изготовленная под конкретный, очень жёсткий запрос по твёрдости, который, видимо, нарушил баланс вязкости-хрупкости материала. Производитель, что важно, не открестился от проблемы, а провёл совместное расследование и заменил брак. Это добавило доверия.
Сейчас, просчитывая варианты для новых проектов, мы обязательно запрашиваем коммерческое предложение у этой компании. Их сайт rodpump.ru стал для нас не просто визиткой, а источником актуальных каталогов и техданных. Особенно полезен раздел с рекомендациями по подбору для осложнённых условий.
Технические нюансы, на которые стоит обратить внимание
Работая с этой техникой, накопил ряд сугубо практических наблюдений. Например, по посадке цилиндра в корпус. У них часто используется посадка с натягом, фиксируемая стопорными винтами. При ремонте важно не сорвать резьбу в этих винтах — нужен точно калиброванный ключ и не больше момента, чем указано. Мы однажды перетянули, пришлось высверливать — потеряли полдня.
Ещё момент — маркировка. Она наносится лазером и довольно стойкая, но в условиях агрессивной буровой жидкости может стираться. Мы теперь сами дополнительно маркируем краской критичные узлы, особенно если на кусте работает несколько типов насосов. Это помогает при ведении журналов отказов.
По материалам уплотнений. Стандартно идут комплекты из нитриловой резины. Для скважин с высоким содержанием сероводорода или при повышенных температурах нужно сразу запрашивать модификации с фторкаучуком (FKM). У них такая опция есть, но по умолчанию, естественно, не ставится. Это тот самый случай, когда диалог с техспециалистом при заказе экономит массу проблем потом.
Выводы для практика: стоит ли связываться?
Итак, мой опыт говорит, что китайские невставные штанговые насосы — это давно не лотерея, а вполне конкурентоспособное инженерное изделие. Особенно от производителей уровня ООО Телин Дуншэн, которые встроены в серьёзные цепочки поставок и имеют собственную конструкторскую базу. Их продукция не копия, а часто переосмысленная с учётом современных материаловедческих решений конструкция.
Главный совет — не покупать 'с листа'. Нужно техническое обсуждение. Обязательно описывайте свои условия: дебит, глубину, состав жидкости, газовый фактор, планируемый режим откачки. Тогда можно получить оптимально подобранный агрегат, а не просто типоразмер из каталога.
И да, будьте готовы к небольшим отличиям в стандартах. Не к худшим, а просто к другим. Например, к метрической резьбе в некоторых узлах вместо дюймовой. Это решается на этапе комплектации фонда запчастей. В итоге, если подходить без предубеждений, с инженерной скрупулёзностью, это оборудование позволяет добиться очень хорошего соотношения надёжности и затрат. А в нашем деле это часто и есть главный критерий.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Насос с принудительным клапаном
Насос с принудительным клапаном -
 Вставной насос с принудительным открывающимся клапаном
Вставной насос с принудительным открывающимся клапаном -
 Однотрубный насос для паронагнетания
Однотрубный насос для паронагнетания -
 Клапанная клетка с твердым вкладышем
Клапанная клетка с твердым вкладышем -
 Насос для глубоких скважин
Насос для глубоких скважин -
 Трубный насос
Трубный насос -
 Горизонтальный насос с эластичным уплотнением
Горизонтальный насос с эластичным уплотнением -
 Металлизационный плунжер
Металлизационный плунжер -
 Трехдействующий тандемный насос
Трехдействующий тандемный насос -
 Насос для раздельной добычи
Насос для раздельной добычи -
 Насос с раздельной добычей и смешанным выводом
Насос с раздельной добычей и смешанным выводом -
 Дренажный клапан вытяжного типа
Дренажный клапан вытяжного типа
Связанный поиск
Связанный поиск- Дешевые скважинные штанговые насосы
- Оптом насос для нкт с большим рабочим объемом
- Установка для перекачки густой нефти с переменным рабочим объемом
- Штанговый насос для термореанимации с закачкой пара
- Производители подземных штанговых насосов для бурения скважин
- Китай циркуляционный скважинный насос уцн
- Оптом штанговый насос против газовой блокировки для тяжелой нефти
- Завод по производству двухплунжерных насосов для нагнетания и восстановления нефтяных скважин
- Ведущий покупатель насосов с насосной штангой
- Оптом дренажный ниппель нкт