+86-13052798822




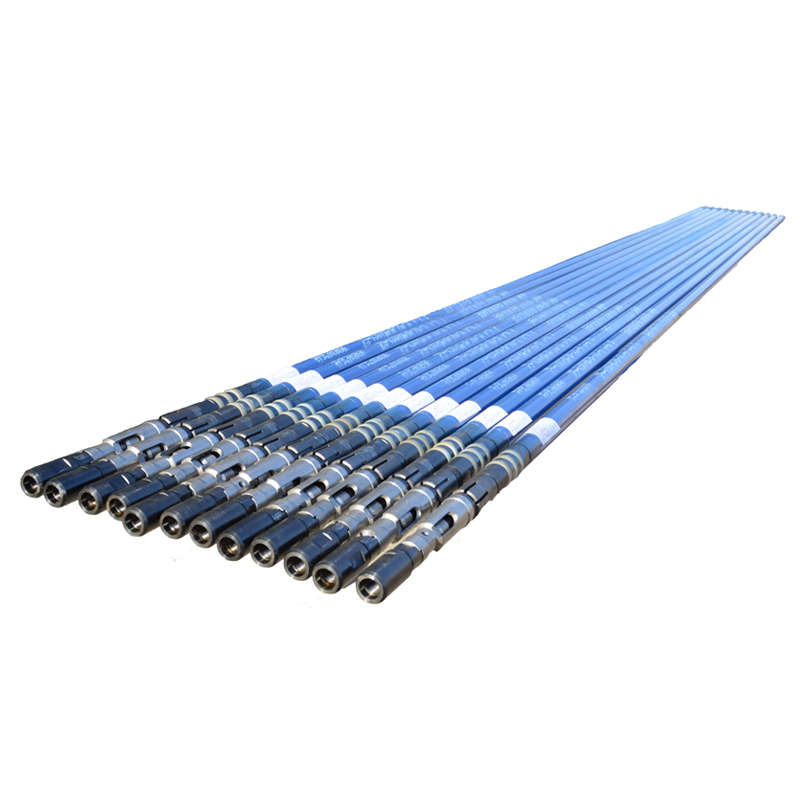
Китай насосно-компрессорные штанги
Когда говорят про китайские насосно-компрессорные штанги, у многих до сих пор возникает образ чего-то дешёвого и ненадёжного. Я и сам лет десять назад относился к ним с большим скепсисом. Но времена меняются, и практика — лучший арбитр. Сейчас вижу, что этот стереотип часто мешает объективно оценить реальное положение дел. Ключевой момент, который многие упускают — это не просто ?китайские штанги?, а конкретные производители, конкретные марки стали и, что критично, конкретный контроль на всех этапах. Вот об этом и хочу порассуждать, исходя из того, что видел и с чем работал.
От стереотипов к спецификациям: что на самом деле важно
Помню, на одном из месторождений в Западной Сибири мы впервые получили партию штанг от ООО Телин Дуншэн Нефтегазовое Машиностроение. Разговор с местными механиками был показательным: ?Опять китайское… долго не проживут?. Но когда начали смотреть документы — а там были полные сертификаты на сталь, протоколы ультразвукового контроля, детальные отчёты по механическим свойствам — тон разговора начал меняться. Это был первый звоночек: нельзя валить всё в одну кучу.
Главный параметр, на который мы тогда смотрели, — это не страна происхождения, а соответствие ГОСТ 633-80 и API Spec 11B. И здесь часто возникает подвох: некоторые поставщики предлагают продукцию ?аналогичную? или ?соответствующую по основным параметрам?. В случае с Телин Дуншэн в спецификациях было чётко прописано: сталь марки 20Н2М или 15Х2ГМФ, что для насосно-компрессорных штанг высокого цикла нагрузки критически важно. У них на сайте, кстати, эта информация выложена открыто — https://www.rodpump.ru — что уже говорит об определённой уверенности в продукте.
Что действительно отличает серьёзного производителя? По моим наблюдениям, это готовность предоставить не просто сертификат, а полную трассировку плавки. От какой партии стали, какая термообработка, результаты испытаний на усталость. Без этого любая покупка становится лотереей, независимо от того, китайская это штанга или какая-либо ещё.
Практика внедрения и ?подводные камни?
Решились на пробную эксплуатацию на нескольких скважинах с умеренной нагрузкой. Не буду скрывать, были опасения по поводу резьбовых соединений — слабое место многих штанг, особенно при частых спуско-подъёмных операциях. Заранее обговорили с инженерами компании условия: при первом же признаке повышенного износа или срыва резьбы — партия возвращается.
Практика показала интересную вещь. На стандартных режимах работы штанги вели себя предсказуемо, отказов не было. Проблемы начались, когда на одной из скважин из-за геологических причин резко возросла нагрузка, появились знакопеременные напряжения. Тут и проявилась разница в качестве: часть штанг от неизвестного китайского поставщика, которые стояли на соседней скважине, пошла с трещинами у муфт уже через два месяца. А штанги от Телин Дуншэн выдержали, хотя и с наработкой на отказ меньше запланированной, но в рамках допустимого для таких экстремальных условий.
Этот случай заставил задуматься о другом: часто ли мы правильно оцениваем условия эксплуатации перед выбором оборудования? Стали чаще требовать от производителей данные по пределам выносливости именно для наших, специфических, условий — с высоким содержанием сероводорода, например. Оказалось, что у многих китайских фабрик, включая и эту, есть линейки материалов с повышенной коррозионной стойкостью, но о них нужно спрашивать специально, в стандартную поставку они не входят.
Вопрос логистики и технической поддержки
Один из неочевидных, но болезненных моментов при работе с любым импортным оборудованием — это наличие грамотной технической поддержки на месте. Раньше бывало, сломалась штанга — жди специалиста неделями, а скважина простаивает. Сейчас ситуация меняется. Крупные производители, такие как ООО Телин Дуншэн Нефтегазовое Машиностроение, которые являются утверждёнными поставщиками для CNPC и Sinopec, организуют склады запчастей в ключевых регионах.
В нашем случае это выразилось в том, что для срочных заказов они стали использовать логистические хабы в Новом Уренгое и Краснодаре. Срок поставки сократился с 60-90 дней до 2-3 недель на стандартные позиции. Это уже серьёзное конкурентное преимущество. Но есть нюанс: такая скорость работает только для предварительно согласованных типоразмеров и марок. Если нужна штанга под нестандартный диаметр или с особым покрытием — сроки снова возвращаются к классическим.
Отдельно стоит отметить работу с документацией. В комплекте с оборудованием шли не только переводные сертификаты, но и детальные рекомендации по монтажу и обтяжке резьб с указанием моментов затяжки для разных типов динамометрических ключей. Мелочь? Нет. Это снижает человеческий фактор при обвязке колонны, что напрямую влияет на ресурс.
Экономика вопроса: где реальная выгода, а где иллюзия
Первичная стоимость — это только верхушка айсберга. Когда мы начали считать общую стоимость владения, картина стала объёмнее. Да, китайские насосно-компрессорные штанги от проверенных поставщиков могут быть на 15-25% дешевле некоторых европейских аналогов на этапе закупки. Но это не главное.
Главный экономический эффект, который мы для себя выявили, — это предсказуемость ресурса. Когда ты знаешь, что партия штанг отработает в среднем 14-16 месяцев в определённых условиях, ты можешь планировать ремонты скважин, формировать заявки на новое оборудование без авралов и, как следствие, избегать простоев. С дешёвыми ?ноунейм? штангами такой предсказуемости нет: могут отработать и год, а могут сломаться через четыре месяца, поставив под угрозу выполнение плана добычи.
Ещё один момент — ремонтопригодность. Бывало, что на штангах низкого качества при высадке или накатке резьбы нарушалась структура металла. При последующем ремонте (наварке башмака, например) такой металл ведёт себя непредсказуемо. С качественными штангами, где вся термообработка контролируется, процент успешного ремонта и возврата в строй значительно выше. Это тоже деньги.
Взгляд вперёд: на что обращать внимание сейчас
Рынок не стоит на месте. Сейчас вижу тенденцию, что просто предложить хорошую сталь — уже недостаточно. Всё больше запросов на интеллектуальные решения. Например, штанги с интегрированными датчиками для мониторинга нагрузки в реальном времени. Пока это экзотика, но некоторые китайские производители, судя по информации с их ресурсов вроде rodpump.ru, уже ведут такие разработки.
Другое направление — покрытия. Стандартное фосфатирование и грунтовка — это база. Но для агрессивных сред нужны более стойкие варианты. Интересно, что некоторые технологии, например, нанесение эпоксидных композитов методом газопламенного напыления, приходят именно от китайских инженеров, которые активно работают над повышением коррозионной стойкости своей продукции.
Итоговый вывод, который напрашивается после нескольких лет работы с разным оборудованием: категорично делить штанги на ?китайские? и ?качественные? больше нельзя. Вопрос упирается в конкретного производителя, его опыт (а 20 лет на рынке, как у Телин Дуншэн, — это серьёзный срок), его вовлечённость в решение проблем заказчика и прозрачность производства. Слепое следование старым стереотипам может заставить упустить действительно выгодное и технологичное решение для конкретных условий промысла. Нужно смотреть в суть, а не на этикетку.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
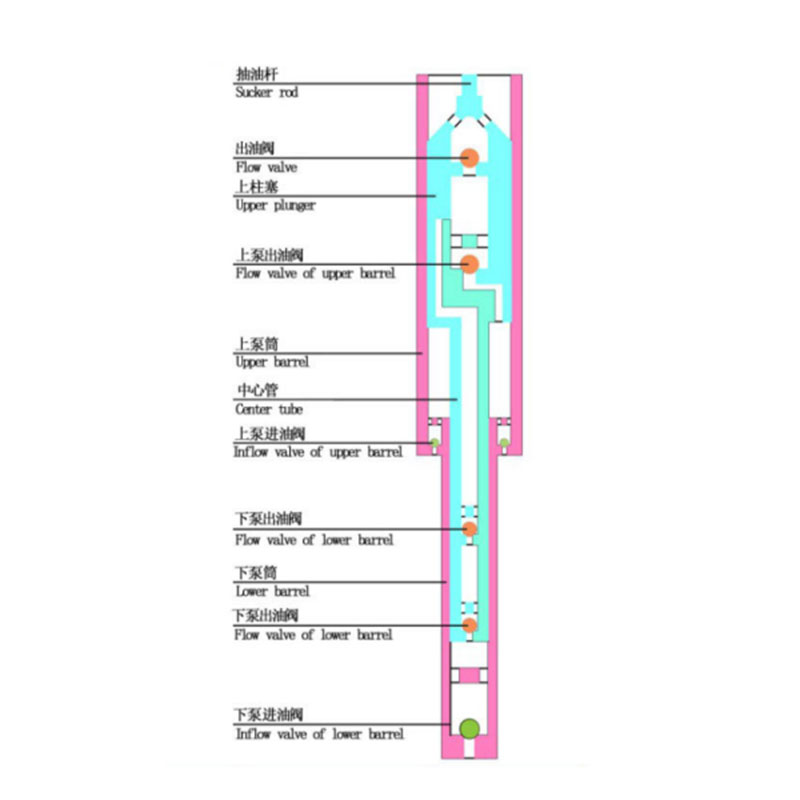 Насос с раздельной добычей и смешанным выводом
Насос с раздельной добычей и смешанным выводом -
 Цилиндр насоса
Цилиндр насоса -
 Клапанный кожух с твердой наплавкой
Клапанный кожух с твердой наплавкой -
 Насос для наклонных скважин с усиленным запиранием
Насос для наклонных скважин с усиленным запиранием -
 Передвижной цилиндровый песококонтролирующий насос
Передвижной цилиндровый песококонтролирующий насос -
 Трехдействующий тандемный насос
Трехдействующий тандемный насос -
 Однотрубный насос для паронагнетания
Однотрубный насос для паронагнетания -
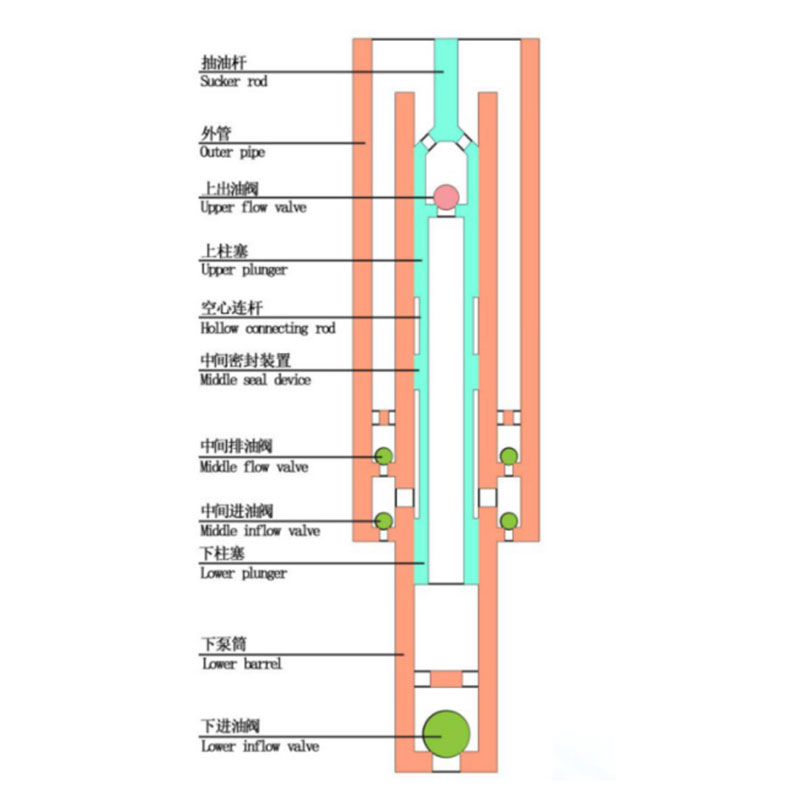
 Насос для раздельной добычи
Насос для раздельной добычи -
 Насос переменной производительности для вязкой нефти
Насос переменной производительности для вязкой нефти -
 Специальный плунжер
Специальный плунжер -
 Газозащитный штанговый насос
Газозащитный штанговый насос -
 Дренажный клапан вытяжного типа
Дренажный клапан вытяжного типа
Связанный поиск
Связанный поиск- Цены на инъекционные насосы
- Производитель двухплунжерных насосов для нагнетания и восстановления нефтяных скважин
- Поставщики стандартных выпрямителей для штанговых насосов
- цена насосов с принудительным открытием штока клапана
- Ведущий покупатель циркуляционных насосов горячей добычи для нефтяных скважин
- Основная страна-покупатель хромированных латунных насосных стволов для нефтяных насосов
- Поставщики штанговых насосов тройного действия с большим рабочим объемом
- Китайские штанговые насосы для скважин
- Дешевое оборудование для скважин с насосами
- Оптом циркуляционный тяжело-нефтяной скважинный насос